Действующий
6.2.4 Стойкость эмалевого покрытия против адсорбции красящих веществ проверяют 15-минутным кипячением воды с добавлением чая (15 г на 1 дм3 воды), налитой до половины вместимости изделия, устанавливая изделие на предварительно нагретую электрическую плитку. После ополаскивания посуды теплой водой и обтирания ее салфеткой или бумажным фильтром эмалевое покрытие не должно иметь видимого изменения цвета, а белое эмалевое покрытие не должно изменять коэффициент яркости.
6.2.5 Коэффициент яркости белых эмалевых покрытий определяют на плоских участках изделия при помощи фотоэлектрического прибора и эталона белизны.
Допускается визуальное сравнение белизны эмалевого покрытия изделия со стандартным образцом, утвержденным в установленном порядке.
6.2.6 Коррозионную стойкость эмалевого покрытия на внутренней поверхности посуды определяют кипячением раствора 4 %-ной уксусной кислоты в изделии. Испытания проводят в соответствии с пунктом 7.8.2 методом 2 по ГОСТ 24788.
6.2.7 Коррозионную стойкость наружного эмалевого покрытия проверяют нанесением на плоские участки поверхности посуды нескольких капель раствора 4 %-ной уксусной кислоты.
6.2.8 Выбор модельных сред, условия подготовки вытяжек для определения содержания вредных веществ в них осуществляют в соответствии с документами, утвержденными национальными органами здравоохранения в установленном порядке.
Содержание вредных для здоровья веществ определяют методами, обладающими необходимой селективностью и чувствительностью, утвержденными национальными органами здравоохранения в установленном порядке.
6.3.1 Наличие микротрещин на поверхности фторопластового покрытия определяют оптическим микроскопом при 20-25-кратном увеличении.
6.3.2 Термическую стойкость наружного эмалевого покрытия изделий с противопригорающим покрытием определяют методом попеременного нагрева и охлаждения изделий.
Изделие, установленное вверх дном, выдерживают в течение (20  1) мин в сушильном шкафу, предварительно нагретом до температуры (250
1) мин в сушильном шкафу, предварительно нагретом до температуры (250  10) °С. Затем изделие быстро погружают в емкость с водой, имеющей температуру (20
10) °С. Затем изделие быстро погружают в емкость с водой, имеющей температуру (20  1) °С, выдерживают от 60 до 70 с и после охлаждения насухо вытирают.
1) °С, выдерживают от 60 до 70 с и после охлаждения насухо вытирают.
Цикл испытаний повторяют три раза. Затем на эмалированную поверхность ватным тампоном наносят тонкий слой чернил. После выдержки в течение (3  0,5) мин испытанную поверхность промывают от 30 до 40 с проточной водой и подвергают визуальному осмотру без применения увеличительных приборов.
0,5) мин испытанную поверхность промывают от 30 до 40 с проточной водой и подвергают визуальному осмотру без применения увеличительных приборов.
6.3.3 Прочность сцепления противопригорающего покрытия с эмалевым подслоем определяют методом решетчатых надрезов.
Изделия заливают на 2/3 их объема раствором пищевой поваренной соли 30 г/дм3 по НД, кипятят в течение (15  1) мин, промывают и высушивают.
1) мин, промывают и высушивают.
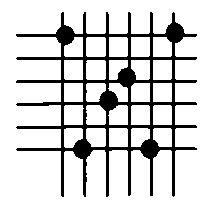
Затем на трех участках дна режущим инструментом, расположенным перпендикулярно к поверхности изделия, наносят надрезы до эмалевого подслоя. В качестве режущего инструмента используют бритвенные лезвия с толщиной режущей кромки от 0,05 до 0,10 мм в держателе любого типа, остроконечный скальпель с углом заточки режущей кромки от 20° до 30° или многолезвийные ножи с толщиной режущей кромки лезвий от 0,05 до 0,10 мм. На каждый испытуемый участок наносят не менее шести параллельных надрезов длиной не менее 20 мм на расстоянии 2 мм друг от друга. Допускается для нанесения надрезов применять специальные шаблоны. Аналогично делают надрезы в перпендикулярном направлении.
Прорезание фторопластового покрытия до эмалевого подслоя оценивают с помощью лупы по ГОСТ 25706 при 5-10-кратном увеличении.
На испытуемой поверхности параллельно одному из направлений надреза накладывают полоску липкой ленты по НД липкостью не менее 40 с, определяемой по ГОСТ 16214, и плотно ее прижимают, оставляя один конец свободным. Затем быстрым движением ленту отрывают от покрытия. Операцию повторяют три раза. Аналогичные испытания проводят в перпендикулярном направлении, накладывая свежую полоску ленты с липким слоем.
Перед проведением каждого испытания бритвенное лезвие заменяют на новое, а качество режущей кромки скальпеля, ножа проверяют при помощи микроскопа или лупы при 5-10-кратном увеличении.
При наличии мелких зазубрин и притупления режущие кромки скальпелей и ножей затачивают. Прочность сцепления покрытия на испытуемых участках должна соответствовать 1-му баллу в соответствии с таблицей 6.
Балл | Описание поверхности | Внешний вид | ||||
1 | Края надрезов полностью гладкие, нет признаков отслаивания ни в одном узле решетки |
| ||||
2 | Незначительное отслаивание покрытия в узлах решетки. Нарушение наблюдается не более чем в двух узлах решетки |
| ||||
3 | Частичное или полное отслаивание покрытия вдоль линий надрезов решетки или в узлах решетки. Нарушение наблюдается в трех и более узлах решетки |
| ||||


На одном из шести испытуемых участков допускают прочность сцепления покрытия, соответствующую второму баллу.
Изделие заполняют на высоту не более 15 мм предварительно вскипяченным раствором 20 г/дм3 декстрина по ГОСТ 6034, помещают на электрическую плитку по ГОСТ 14919 и нагревают при мощности 400 Вт до полного выкипания воды.
Изделие с образовавшимся осадком выдерживают на плитке не менее 5 мин и затем помещают под струю воды температурой от 40 °С до 60 °С. Через 3-4 мин внутреннюю поверхность тщательно протирают губкой. Образовавшийся осадок должен легко, без остатка отделиться, а противопригорающее покрытие - сохранить первоначальный вид.
7.1 Посуду транспортируют всеми видами транспорта в крытых транспортных средствах и универсальных контейнерах по правилам перевозки грузов, действующим на данном виде транспорта.
7.1.1 При внутригородских перевозках изделия, упакованные в контейнеры, транспортируют в открытых автомашинах, а изделия, упакованные в потребительскую тару, - в крытых.
7.2 Транспортирование посуды транспортными пакетами проводят в соответствии с правилами перевозки грузов.
Пакет формируют на плоских универсальных поддонах размером 800 х 1200 мм по ГОСТ 9557, грузоподъемностью не более 1 т или других поддонах по НД; высота пакета не должна превышать 1000 мм.
Для скрепления грузов в транспортных пакетах применяют стальную упаковочную ленту по ГОСТ 3560, синтетическую ленту по НД, полиэтиленовую термоусадочную пленку марки П по ГОСТ 25951 и другие материалы, обеспечивающие соблюдение требований ГОСТ 21650.