Действующий
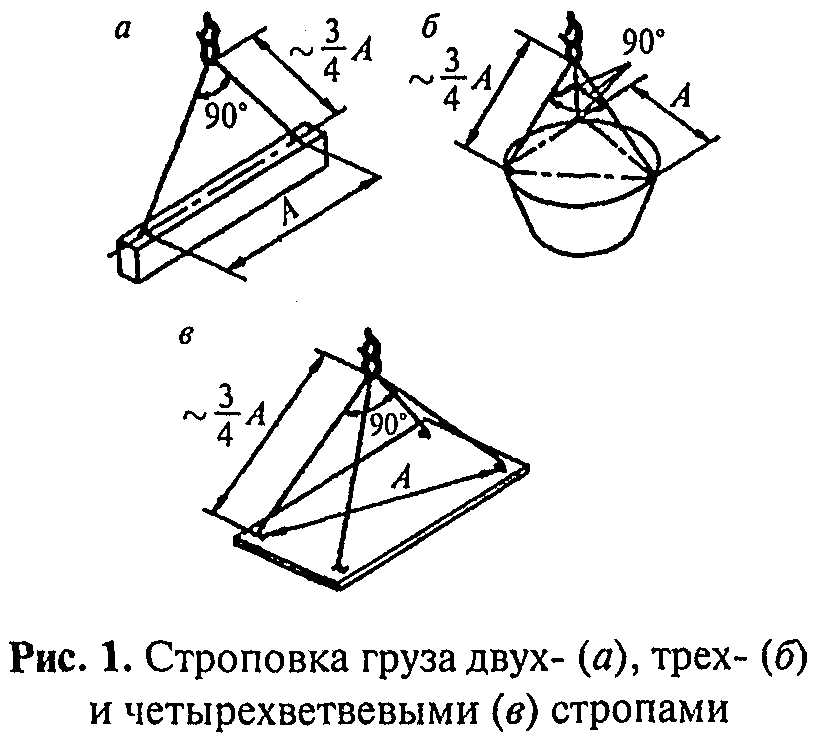
2.1.3. Определение усилий в канатах и цепях двух-, трех- и четырехветвевых стропов при отсутствии дополнительных требований производят исходя из условия, что углы между ветвями не превышают 90° (рис. 1).
2.1.4. Расчет трех- и четырехветвевых стропов при отсутствии гарантии равномерности распределения нагрузок между ветвями производят исходя из условия, что груз удерживается только двумя ветвями.
2.1.5. При расчете на действие номинальной нагрузки запас прочности для канатов и цепей по отношению к разрушающей нагрузке, указанной в их сертификате, должен быть не менее 6,0 и 5,0 соответственно.
2.1.6. При проверке прочности сечения рабочей части крюка стропа и учете кривизны последнего запас прочности по отношению к пределу текучести материала принимают не менее 1,2, а для сечения ветвей головки крюка с проушиной при расчете на растяжение - не менее 1,5.
2.1.7. При расчете петель всех типов их прямолинейные участки рассчитывают на растяжение; запас прочности по отношению к пределу прочности материала должен быть не менее 5,0. Для криволинейных участков при расчете с учетом их кривизны запас прочности для внутренней стороны сечения должен быть не менее 1,1 по отношению к пределу текучести материала, а на внешней стороне - не менее 1,3 по отношению к пределу прочности материала.
2.1.8. Грузоподъемность цепных стропов, предназначенных для перемещения грузов, имеющих температуру выше 300°С, но не более 500°С, снижают на 25%, а выше 500°С - на 50%.
2.1.9. Канатные стропы, ветви которых изготовлены из канатов с органическим сердечником, допускается применять для транспортирования грузов, имеющих температуру не выше 100°С, а стропы, ветви которых изготовлены из канатов с металлическим сердечником, с заделкой концов каната опрессовкой алюминиевыми втулками, - не выше 150°С.
Грузоподъемность стропов с ветвями из каната со стальным сердечником при перемещении грузов, имеющих температуру от 250 до 400°С, снижают на 25%; перемещение грузов, имеющих температуру выше 400°С, не допускается.
2.1.10. Отклонение длины ветвей, используемых для комплектации одного стропа, не должно превышать 1% длины ветви.
2.2.1. В цепных стропах должны применяться круглозвенные грузовые цепи по ТУ 12.0173856.009 типов 1 и 3, а также цепи по ТУ 12.0173856.015 типа А исполнения 2.
2.2.2. Для сращивания цепей допускается использовать электро- или кузнечно-горновую сварку или специальные соединительные звенья.
2.2.3. В канатных стропах должны применяться круглопрядные канаты двойной свивки, изготавливаемые по техническим условиям ГОСТ 3241.
Рекомендуется применять канат крестовой свивки с сердечником из пеньки, сизаля и хлопчатобумажной пряжи. Допустимо применение канатов с сердечниками из других материалов с учетом температурного режима использования стропов.
2.2.5. Для подсоединения ветвей канатных стропов к звеньям должны применяться коуши. Рекомендуется применять коуши по ГОСТ Р 50090.
2.2.6. Для навески ветвей на грузовой крюк применяются звенья в виде неразъемных и разъемных петель, а для захвата груза - в виде крюков, скоб и петель.
2.3.1. Элементы стропов, подвергающиеся сварке при изготовлении, должны изготавливаться из сталей, предусмотренных в РД 24.090.52, с учетом температурных условий эксплуатации стропов.
2.3.2. Для подвергающихся сварке элементов стропов климатического исполнения ТУ по ГОСТ 15150 рекомендуется применять стали марок Ст3сп, Ст3пс с гарантией свариваемости по ГОСТ 380 и сталь 20 по ГОСТ 1050; для стропов климатического исполнения У - стали марок 09Г2 и 09Г2С с гарантией свариваемости по ГОСТ 19281.
2.3.3. Применение углеродистых сталей марок Ст3сп, Ст3пс для подвергающихся сварке элементов стропов климатического исполнения У допускается только при условии проверки ударной вязкости материала при температуре -40°С в соответствии с ГОСТ 9454. Минимально допустимое значение ударной вязкости 30  .
.
2.3.4. Втулки для соединения канатов опрессовкой следует выполнять из алюминиевых сплавов марок АД0, АД1, АД31 и АМЦ по ГОСТ 4784.
2.3.5. Применение материалов, не указанных в пп. 2.3.1-2.3.4, допускается только по согласованию с ВНИИПТМАШ.
2.4.1. Стальные канаты, применяемые для изготовления грузовых стропов, должны отвечать действующим государственным стандартам и иметь сертификат или копию сертификата предприятия - изготовителя канатов об их испытании в соответствии с ГОСТ 3241-80 "Канаты стальные. Технические условия". При получении канатов, не снабженных сертификатом, они должны быть подвергнуты испытанию в соответствии с указанным стандартом.
Круглозвенные сварные и штампованные цепи, применяемые для грузовых стропов, должны соответствовать ГОСТ 228 "Цепи якорные" или техническим условиям, утвержденным в установленном порядке. Цепи должны иметь сертификат.
2.4.2. Ветви канатных стропов должны изготавливаться из цельного каната. Наращивание канатов не допускается.
┌──────────────────────────────┬────────────────────────────────────────┐
│ Диаметр каната, мм │ Число проколов каждой прядью, не менее │
├──────────────────────────────┼────────────────────────────────────────┤
│До 15 │ 4 │
├──────────────────────────────┼────────────────────────────────────────┤
│От 15 до 28 │ 5 │
├──────────────────────────────┼────────────────────────────────────────┤
│От 28 до 60 │ 6 │
└──────────────────────────────┴────────────────────────────────────────┘
Последний прокол каждой прядью должен производиться половинным числом ее проволок (половинным сечением пряди).
2.4.4. При заделке концов каната заплеткой места сплетения проволок должны обкатываться обжимными роликами или протягиваться через обжимную втулку. Разрешается при индивидуальном изготовлении место заплетки стропа уплотнять простукиванием молотком.
2.4.5. После отрезки технологических припусков концы прядей должны быть заделаны способом, исключающим их разматывание и повреждение рук стропальщика.
2.4.6. Место сплетения не должно иметь выступающих концов проволок. Рекомендуется обматывать место сплетения проволокой или снабжать его защитной оболочкой другого вида.
При защите места сплетения оплеткой или оболочкой должно быть обеспечено перекрытие участка с выступающими концами проволок на 10-30 мм.
2.4.7. Требования к выполнению заделки концов канатов опрессовкой алюминиевыми втулками приведены в приложении 1.
2.4.8. Крюки должны изготавливаться ковкой или штамповкой. Допускается изготовление крюков из листовой или полосовой стали при условии направления волокон вдоль вертикальной оси крюка. Крюки грузоподъемностью до 1 т допускается изготовлять гибкой из прутков по технологии, согласованной со специализированной организацией по кранам.
Крюки, изготовленные из листовой стали и круглого прутка, после сварки должны подвергаться нормализации.