Действующий
оценивают точность технологического процесса и, в зависимости от цели анализа, принимают решение о порядке применения его результатов.
1.4. Статистический анализ точности следует проводить после предварительного изучения состояния технологического процесса в соответствии с требованиями ГОСТ 15893-77 и его наладки по полученным результатам.
1.5. Действительные отклонения геометрического параметра в выборках определяют в результате его измерений в соответствии с требованиями ГОСТ 23616-79 и ГОСТ 26433.0-85.
2.1. В качестве исследуемой генеральной совокупности принимают объем продукции или работ (например, разбивочных), производимый на технологической линии (потоке, участке и т.п.) при неизменных типовых условиях производства в течение определенного времени, достаточного для характеристики данного процесса.
2.2. Статистический анализ точности выполняют по действительным отклонениям параметра в представительной объединенной выборке, состоящей из не менее чем 100 объектов контроля и получаемой путем последовательного отбора из исследуемой совокупности серии выборок малого объема.
Эти выборки отбирают через равные промежутки времени, определяемые в зависимости от объема производства и особенностей технологического процесса.
2.3. При анализе точности процессов изготовления элементов массового производства, когда на каждой единице или комплекте технологического оборудования постоянно в достаточно большом объеме производится однотипная продукция (например, кирпич, асбестоцементные листы), отбирают серию мгновенных выборок одинакового объема n = 5 - 10 единицам.
2.4. При анализе точности изготовления элементов серийного производства, когда достаточный объем продукции может быть получен с нескольких однотипных единиц технологического оборудования (например, производство ряда видов железобетонных изделий, сборка металлоконструкций и т.п.) отбирают серию выборок одинакового объема n >= 30 единицам. Эти выборки могут быть составлены из изделий, отбираемых при приемочном контроле нескольких последовательных или параллельных партий продукции.
2.5. При анализе точности разбивки осей и установки элементов образуют серию выборок одинакового объема из n >= 30 закрепленных в натуре ориентиров или элементов, установленных на одном или нескольких монтажных горизонтах.
2.6. Порядок формирования выборки для обеспечения ее представительности и случайности определяют в соответствии с характером объекта исследований и требованиями ГОСТ 18321-73.
3.1. При проведении статистического анализа вычисляют выборочные средние отклонения, а также выборочные средние квадратические отклонения или размахи действительных отклонений в выборках.
3.2. Выборочное среднее отклонение дельта x_m в выборках малого объема и в объединенной выборке вычисляют по формуле

3.3. Выборочное среднее квадратическое отклонение S_x в выборках малого объема n >= 30 единицам и в объединенной выборке вычисляют по формуле
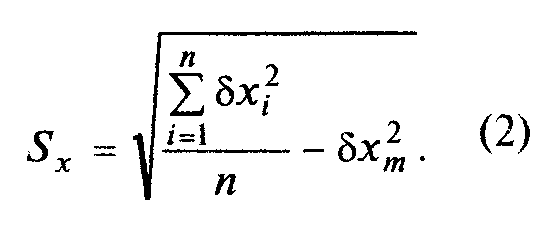
В случаях, когда выборочное среднее отклонение в соответствии с примечанием к п.3.1 не вычисляют, значение дельта x_m в формуле (2) принимают равным нулю.
3.4. Размахи R_x действительных отклонений параметра определяют в выборках малого объема из п = 5 - 10 единицам по формуле
3.6. В качестве статистических характеристик точности процесса принимают значения дельта_x_m и S_x в объединенной выборке, если результаты проведенной в соответствии с разд. 4 проверки подтвердили статистическую однородность процесса.
Значения дельта_x_n, S_x и R_x в выборках малого объема используют при проверке однородности процесса.
стабильность выборочного среднего отклонения дельта x_m, величина которой характеризует систематические погрешности процесса;
стабильность выборочного среднего квадратического отклонения S_x или размах R_x, величина которых характеризует случайные погрешности процесса.
4.2. Согласие распределения действительных отклонений с теоретическим устанавливают по ГОСТ 11.006-74.
Допускается использование других методов, принятых в математической статистике (например, построение ряда отклонений на вероятностной бумаге и т.д.).
4.3. При нормальном распределении геометрического параметра стабильность статистических характеристик в мгновенных выборках и выборках малого объема n >= 30 единицам проверяют по попаданию их значений в доверительные интервалы, границы которых вычисляют для доверительной вероятности не менее 0,95.
В случае, если гипотеза о нормальном распределении геометрического параметра не может быть принята, применяют другие методы математической статистики.
4.5. Проверку статистической однородности технологических процессов изготовления строительных элементов, а также геометрических параметров зданий и сооружений допускается выполнять упрощенным способом в соответствии с рекомендуемым приложением 1.
4.6. Процесс считается статистически однородным по данному геометрическому параметру, если распределение действительных отклонений в объединенной выборке приближается к нормальному и характеристики точности в серии выборок, составивших объединенную выборку, стабильны во времени.
4.7. В случае, если распределение действительных отклонений не соответствует нормальному, а характеристики точности в серии выборок малого объема не стабильны, процесс не может считаться налаженным и установившимся. В этом случае следует ввести операционный контроль, установить причины нестабильности точности и произвести соответствующую настройку оборудования, после чего повторить анализ.
В любом случае систематическая погрешность, по абсолютной величине превышающая значение 1,643 S_x/кв.корень n, должна быть устранена регулированием.
5.1. На основании результатов статистического анализа устанавливают возможность процесса обеспечивать точность параметра в соответствии с определенным классом точности по ГОСТ 21779-82.