Действующий
К.А.Ющенко, д-р. техн. наук; Б.В.Данильченко, канд. техн. наук; И.И.Зюбин; В.П.Шимановский, канд. техн. наук; А.П.Ворончук
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22 марта 1985 г. N 698
Настоящий стандарт распространяется на порошковую ленту, предназначенную для дуговой механизированной наплавки поверхностных слоев с особыми свойствами.
1.1. По конструкции порошковая лента подразделяется на двухзамковую - тип А (черт.1) и однозамковую - тип Б (черт.2).

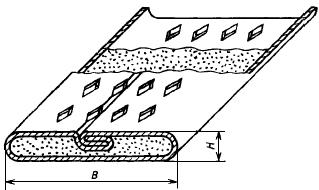
1.2. Ширина  и толщина
и толщина  порошковой ленты, а также предельные отклонения по ним должны соответствовать указанным в табл.1.
порошковой ленты, а также предельные отклонения по ним должны соответствовать указанным в табл.1.
Условное обозначение типа порошковой ленты | Ширина | Предельные отклонения | Толщина | Предельные отклонения | ||
для ленты 1-й группы | для ленты 2-й группы | для ленты 1-й группы | для ленты 2-й группы | |||
А | 18,0 | ±0,5 | ±1,0 | 3,8 | ±0,2 | ±0,4 |
Б | 10,0 | ±0,6 | ±0,8 | 3,0 | ±0,2 | ±0,4 |
12,0 | ±0,6 | ±0,8 | 3,8 | ±0,2 | ±0,4 | |
16,5 | ±0,8 | ±1,0 | 3,8 | ±0,2 | ±0,4 | |
Способ наплавки | Условное обозначение порошковой ленты |
| Наплавка под флюсом | Ф |
| Наплавка без дополнительной защиты (самозащитная порошковая лента) | С |
| Наплавка под флюсом и без дополнительной защиты (универсальная порошковая лента) | У |
Пример условного обозначения порошковой наплавочной ленты марки ПЛ-Нп-350Х25Н3С3 двухзамковой универсальной:
Условное обозначение марки порошковой ленты состоит из индексов ПЛ (порошковая лента) и Нп (наплавочная); следующие за индексом Нп цифры указывают среднюю массовую долю углерода в наплавленном металле в сотых долях процента. Цифры, следующие за буквенными обозначениями химических элементов, указывают среднюю массовую долю элемента в процентах. Отсутствие цифры означает, что средняя массовая доля элемента не более 1,5%. При средней массовой доле в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
2.1. Порошковая лента должна изготовляться в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке.
2.3. Поверхность порошковой ленты должна быть без следов коррозии, масла и других органических веществ.
2.4. Рисунок отпечатков от уплотняющих валков должен быть четким по всей длине ленты. Форма и размеры отпечатков устанавливаются нормативно-технической документацией на конкретную продукцию.
Допускаются следы от формирующих роликов. Иные отпечатки и другие дефекты механического происхождения не допускаются.
2.6. Порошок-наполнитель должен заполнять порошковую ленту по всей длине без пропусков и неплотностей. Самопроизвольное высыпание порошка-наполнителя после разрезки порошковой ленты в поперечном сечении не допускается.
Разность наибольшего и наименьшего значений коэффициента заполнения ленты порошком-наполнителем (коэффициент заполнения - отношение массы порошка-наполнителя к массе порошковой ленты, выраженное в процентах) должна быть для ленты 1-й группы не более 3,5%, для ленты 2-й группы - не более 4,0%.
2.7. Относительный расход порошковой ленты, химический состав, твердость наплавленного металла, количество пор и шлаковых включений устанавливаются нормативно-технической документацией на конкретную марку порошковой ленты.