Действующий













5. Кромки свариваемых деталей должны быть обработаны механическим способом, при этом шероховатость обработанной поверхности должна быть не более Rz 40 мкм по ГОСТ 2789-73.
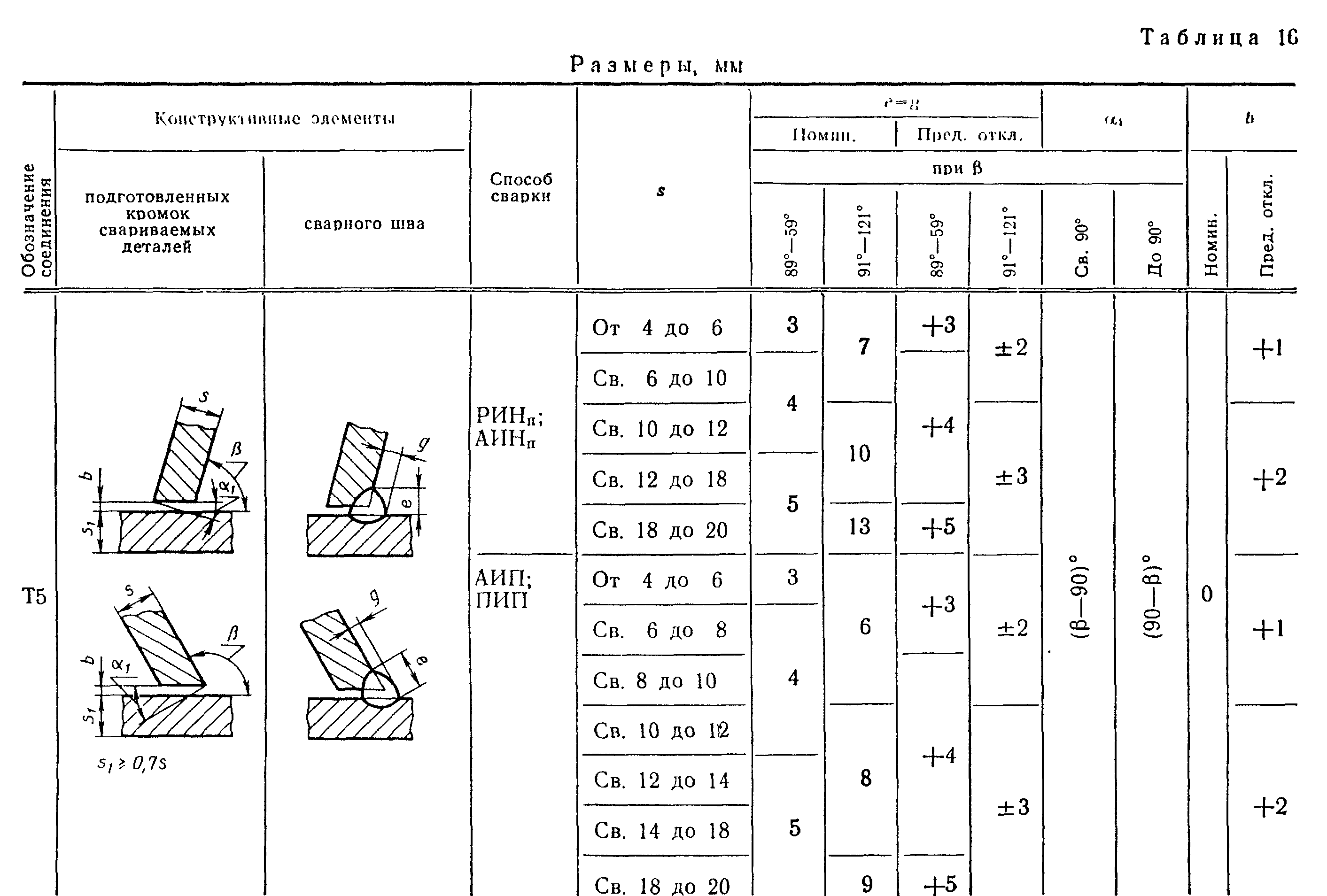
6. Сварка соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 20, должна производиться так же, как для деталей одинаковой толщины. Конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой детали | Разность толщины деталей |
| От 0,8 до 3,0 | 0,5 |
| Св. 3,0 " 5,0 | 1,0 |
| " 5,0 " 12,0 | 1,2 |
| " 12,0 " 25,0 | 1,5 |
| " 25,0 " 60,0 | 3,0 |
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 20 на детали, имеющей большую толщину s_1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 1 и 2.

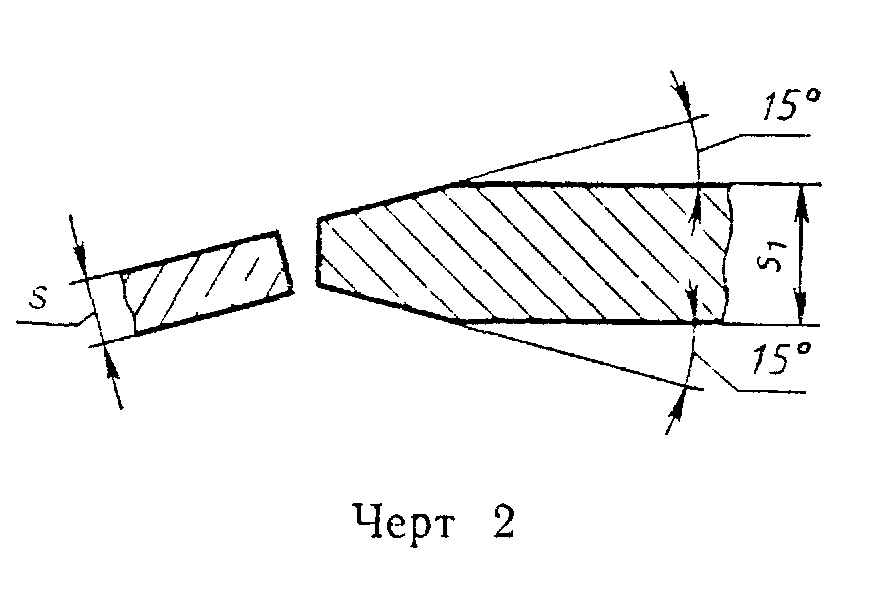
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. В соединениях с углом соединения 179°-91° без скоса кромок деталей толщины свыше 6 мм при сварке неплавящимся электродом с присадочным металлом для обеспечения направленности его подачи в сварочную ванну разрешается снимать фаску с верхних кромок деталей размером 1,0-1,5 ммХ45°.
8. При сварке в положениях, отличных от нижнего, допускается увеличение размеров шва, но не более 2 мм - для деталей толщиной до 25 мм, 3 мм - свыше 25 мм.
10. Для расчетных угловых швов значения катетов К; К_1 должны быть установлены при проектировании сварного соединения.
12. Размеры выполненных швов на участке перекрытия для замкнутых соединений, а также в местах, исправленных подваркой, могут отличаться от установленных настоящим стандартом. В этом случае они должны соответствовать нормативно-технической документации.