Действующий
m - число деталей в процентах от общего числа измеренных, имеющих размеры, выходящие за предельные и принятые в числе годных (неправильно принятые);
n - число деталей в процентах от общего числа измеренных, имеющих размеры, не превышающие предельные и забракованные (неправильно забракованные);
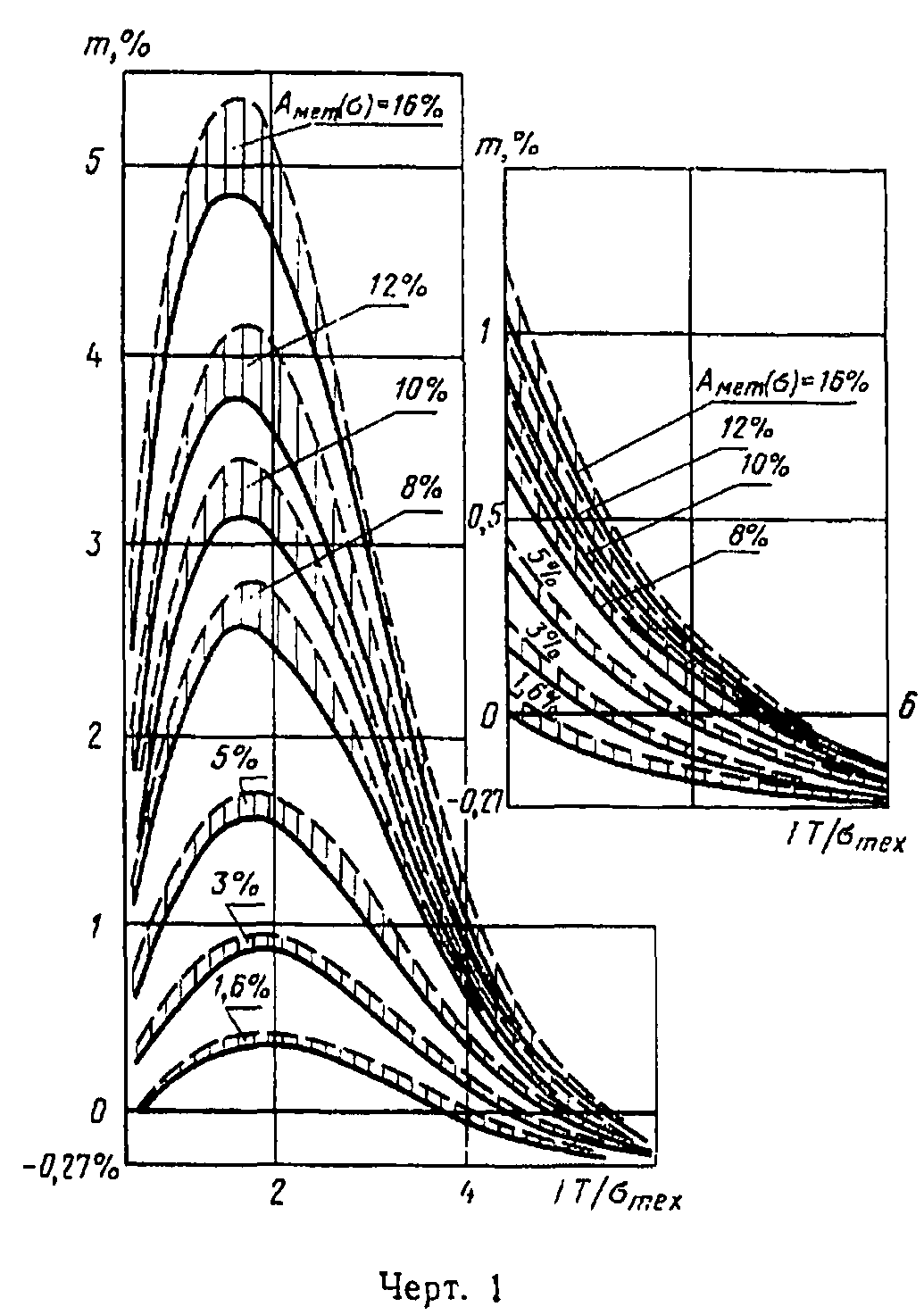
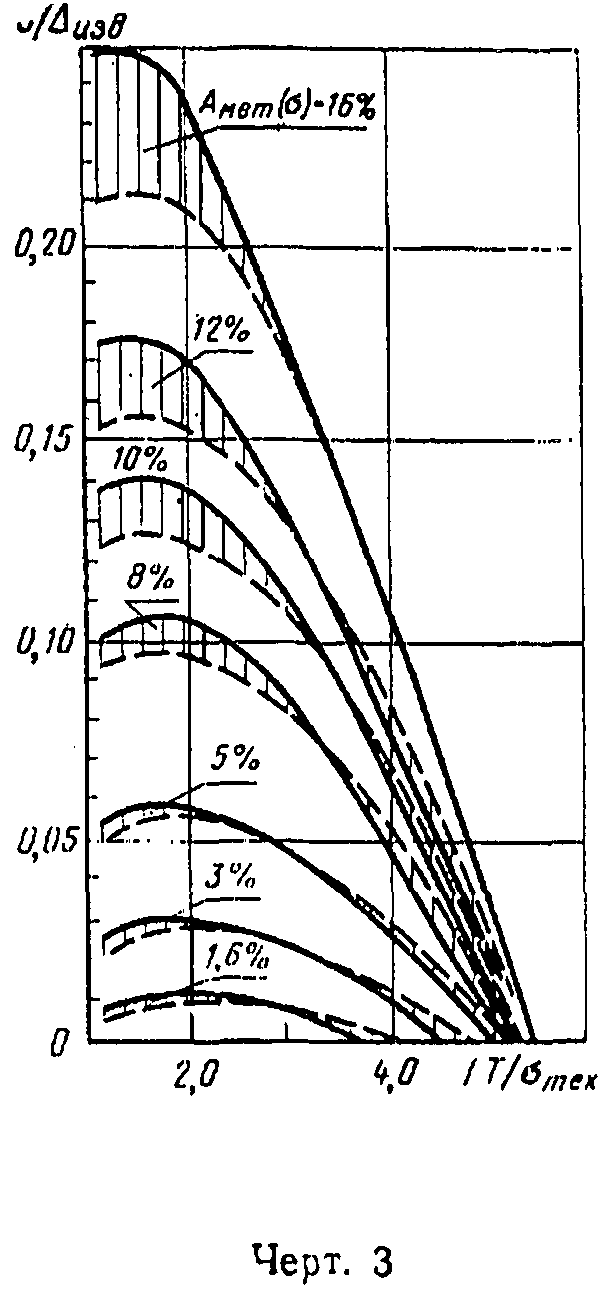
2. Значения параметров m, n и с при распределении контролируемых размеров по нормальному закону приведены на черт. 1-3.
3. На черт. 1-3 сплошные линии соответствуют распределению погрешности измерения по нормальному закону, а пунктирные - по закону равной вероятности.
При неизвестном законе распределения погрешности измерения для параметров m, n, и с рекомендуется принимать средние из значений, определенных по сплошной и пунктирной линиям.
4. Параметры m и с на графиках определены с доверительной вероятностью 0,9973. Для определения m с другой доверительной вероятностью необходимо сместить начало координат по оси ординат.
При определении параметров m, n и с рекомендуется принимать  , равное 16% для квалитетов 2-7, 12% - для квалитетов 8 и 9 и 10% - для квалитетов 10 и грубее.
, равное 16% для квалитетов 2-7, 12% - для квалитетов 8 и 9 и 10% - для квалитетов 10 и грубее.
6. Параметры m, n и с приведены на графиках в зависимости от значения  , где
, где  - среднее квадратическое отклонение погрешности изготовления.
- среднее квадратическое отклонение погрешности изготовления.
7. Параметры m, n и с на черт. 1-3 даны при симметричном расположении допуска относительно центра группирования контролируемых деталей.
8. Совместное влияние систематической и случайной погрешностей изготовления на параметры m и n определяют по графикам черт. 1-2, но вместо значения  принимается для одной границы
принимается для одной границы
 (2), для другой
(2), для другой  (3),
(3),
9. Совместное влияние случайной н систематической погрешностей измерения (если последняя не исключается поправкой) на параметры m, n и с определяют по графику черт. 1-3 при использовании зависимостей:


где  - систематическая погрешность измерения (со знаком плюс при расширении допуска и минус-.при сужении);
- систематическая погрешность измерения (со знаком плюс при расширении допуска и минус-.при сужении);
Примечание. При определении совместного влияния систематической и случайной погрешностей измерения следует использовать значения  , определяемые по формулам:
, определяемые по формулам:
 , (7)
, (7)  , (8)
, (8)
где а - систематическая погрешность изготовления при использовании формул 2 и 3 или измерения при использовании формул (4), (6).
10. Возможные предельные значения параметров m, n и  , соответствующие экстремальным значениям кривых на черт. 1-3, приведены в таблице.
, соответствующие экстремальным значениям кривых на черт. 1-3, приведены в таблице.
┌───────────────────┬────────────────┬─────────────────┬─────────────────┐
│ А │ m, % │ n, % │ C │
│ мет(сигма)│ │ │ ──── │
│ │ │ │ IT │
├───────────────────┼────────────────┼─────────────────┼─────────────────┤
│ 1,6 │От 0,37 до 0,39 │ От 0,7 до 0,75 │ 0,01 │
│ │ │ │ │
│ 3 │ " 0,87 " 0,9 │ " 1,2 " 1,3 │ 0,03 │
│ │ │ │ │
│ 5 │ " 1,6 " 1,7 │ " 2,0 " 2,25 │ 0,06 │
│ │ │ │ │
│ 8 │ " 2,6 " 2,8 │ " 3,4 " 3,7 │ 0,1 │
│ │ │ │ │
│ 10 │ " 3,1 " 3,5 │ " 4,5 " 4,75 │ 0,14 │
│ │ │ │ │
│ 12 │ " 3,75 " 4,1 │ " 5,4 " 5.8 │ 0,17 │
│ │ │ │ │
│ 16 │ " 5,0 " 5,4 │ " 7,8 " 8,25 │ 0,25 │
└───────────────────┴────────────────┴─────────────────┴─────────────────┘
1. Первые значения m и n соответствуют распределению погрешностей измерения по нормальному закону; вторые - по закону равной вероятности.
2. Предельные значения параметров m, n и  - учитывают влияние только случайной составляющей погрешности измерения.
- учитывают влияние только случайной составляющей погрешности измерения.
|
|
| 1035 × 1473 пикс. Открыть в новом окне | |

|
|
| 627 × 1304 пикс. Открыть в новом окне | |
|
|
| 610 × 1293 пикс. Открыть в новом окне | |
Пример. При проектировании вала диаметром 100 мм оценено, что отклонения его размеров для условий эксплуатации должны соответствовать h6 (100-0,022).
В соответствии с таблицей настоящего стандарта устанавливают, что для этого размера вала и допуска допускаемая погрешность измерения равна 0,006 мм.
В соответствии с таблицей справочного приложения 2 устанавливают, что для  , равной 16%, и неизвестной точности технологического процесса m = 5,2 и с = 0,25 IT, т.е. среди годных деталей может оказаться до 5,2% неправильно принятых деталей с предельными отклонениями +0,0055 и -0,0275 мм. Если полученные данные не повлияют на эксплуатационные показатели вала, то на чертежах указывают первоначально выбранный квалитет. В противном случае выбирают более точный квалитет или другое поле допуска в этом квалитете.
, равной 16%, и неизвестной точности технологического процесса m = 5,2 и с = 0,25 IT, т.е. среди годных деталей может оказаться до 5,2% неправильно принятых деталей с предельными отклонениями +0,0055 и -0,0275 мм. Если полученные данные не повлияют на эксплуатационные показатели вала, то на чертежах указывают первоначально выбранный квалитет. В противном случае выбирают более точный квалитет или другое поле допуска в этом квалитете.
При введении производственного допуска могут быть два варианта в зависимости от того, известна или неизвестна точность технологического процесса.
Вариант 1. При назначении предельных размеров точность технологического процесса неизвестна. В соответствии с п. 2.2 настоящего стандарта предельные размеры изменяются на половину допускаемой погрешности измерения. Для примера, рассмотренного выше, диаметр  .
.
Вариант 2. При назначения предельных размеров точность технологического процесса известна. В этом случае предельные размеры уменьшают на значение параметра с (см. справочное приложение 2).