Действующий
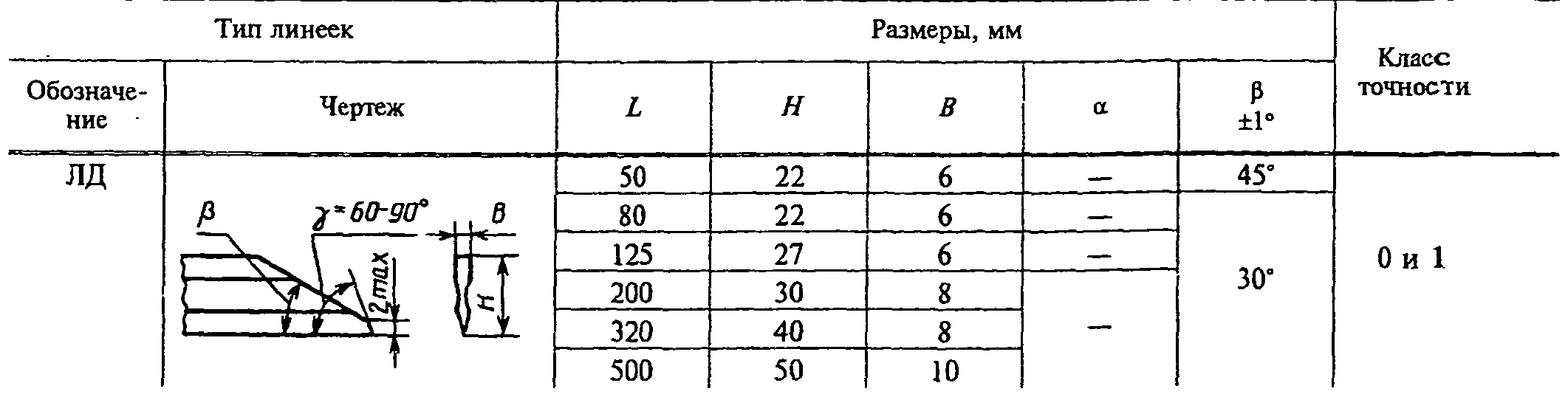
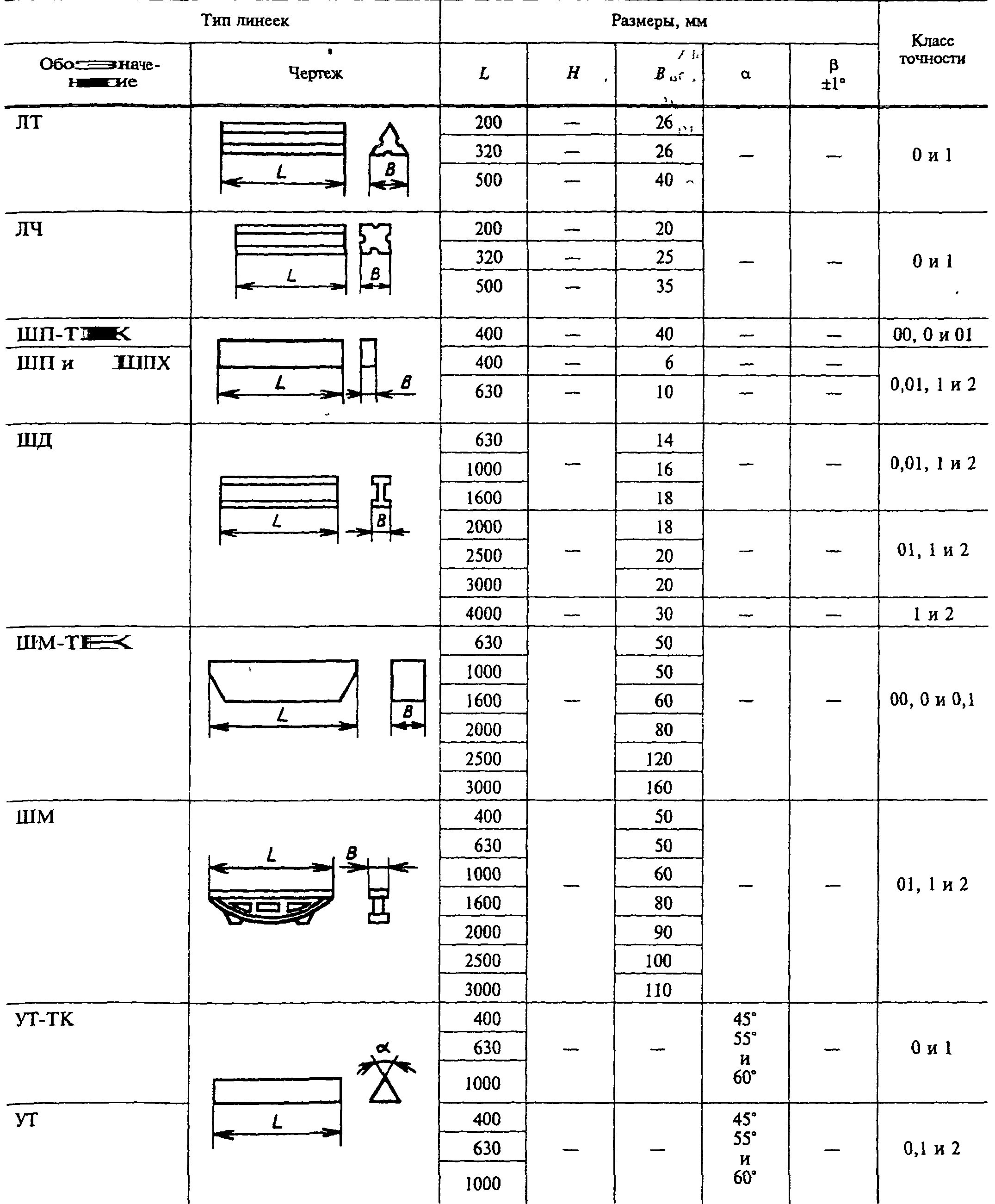
Примечание. Линейки типа ЛД длиной 50 и 500 мм, типов ЛТ и ЛЧ длиной 500 мм и типа ШМ длиной 3000 мм изготовляют по заказу потребителя.
То же, поверочной угловой, класса точности 0, длиной 630 мм с углом  , с механически обработанными рабочими поверхностями:
, с механически обработанными рабочими поверхностями:
2.1. Линейки должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
L, мм | Допуск прямолинейности, мкм | |
Класс точности | ||
0 | 1 | |
50 | 0,6 | 1,0 |
80 | 0,6 | 1,2 |
125 | 0,6 | 1,6 |
200 | 1,2 | 2,0 |
320 | 1,6 | 2,5 |
500 | 2,0 | 3,0 |
2.2. Допуски прямолинейности рабочих поверхностей линеек типов ЛД, ЛТ и ЛЧ при температуре окружающей среды  , при изменении температуры, не превышающем 0,5°С/ч в диапазоне угла наклона линеек
, при изменении температуры, не превышающем 0,5°С/ч в диапазоне угла наклона линеек  от среднего положения, указаны в табл. 2.
от среднего положения, указаны в табл. 2.
2.3. Допуски плоскостности рабочих поверхностей линеек типов ШП, ШПХ и ШД при их установке на две опоры, расположенные против нанесенных на линейки рисок (риски должны быть расположены на расстоянии 2/9 L от концов линейки), допуски плоскостности линеек типов ШП-ТК, ШМ-ТК, УТ-ТК, УТ и ШМ, допуски параллельности рабочих поверхностей линеек типов ШП, ШПХ, ШД и ШП-ТК, а также допуски перпендикулярности боковых поверхностей рабочим поверхностям линеек типов ШП, ШПХ и ШМ указаны в табл. 3. При этом допуски плоскостности, параллельности и перпендикулярности относятся к температуре окружающей среды, не превышающей значений, указанных в табл. 4, при изменении температуры, не превышающей 0,5°С/ч, и относительной влажности до 80% при температуре 25°С.
Длина линейки L, мм | Допуск плоскостности | Допуск параллельности | Допуск перпендикулярности | |||||||||
для классов точности | ||||||||||||
00 | 0 | 01 | 1 | 2 | 00 | 0 | 01 | 1 | 2 | 0,01 | 1 и 2 | |
мкм | ||||||||||||
400 | 1,6 | 2,5 | 4 | 6 | 10 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 |
630 | 2 | 3 | 5 | 8 | 12 | - | 5 | 8 | 12 | 20 | ||
1000 | 2,5 | 4 | 6 | 10 | 16 | - | 6 | 10 | 16 | 25 | ||
1600 | 4 | 6 | 10 | 16 | 25 | - | 10 | 16 | 25 | 40 | 30 | |
2000 | 5 | 8 | 12 | 20 | 30 | - | - | 20 | 30 | 50 | ||
2500 | 6 | 10 | 16 | 25 | 40 | - | - | 25 | 40 | 60 | ||
3000 | 8 | 12 | 20 | 30 | 50 | - | - | 30 | 50 | 80 | ||
4000 | - | - | - | 40 | 60 | - | - | - | 60 | 100 | - | - |
Примечание. Указанные в табл. 3 требования к допускам плоскостности и параллельности линеек типов ШП, ШПХ, ШД и допускам плоскостности линеек типов ШМ и УТ не распространяют на зону, расположенную на расстоянии 1 мм от края в поперечном направлении при длине линеек до 2500 мм и 1,5 мм при длине линеек более 2500 мм, а в продольном направлении на расстоянии 5 мм от края при длине до 2500 мм и на расстоянии 10 мм при длине линеек более 2500 мм.
Длина линейки L, мм | Температура окружающей среды при поверке плоскостности, параллельности и перпендикулярности | ||||||||||||
для типов линеек | |||||||||||||
ШП-ТК, ШМ-ТК | ШП, ШПХ | ШД | УТ | УТ-ТК | ШМ | ||||||||
для классов точности | |||||||||||||
00; 0 | 01 | 0 | 01; 1; 2 | 0 | 01 | 1; 2 | 0 | 1; 2 | 0 | 1 | 01; 1 | 2 | |
°С | |||||||||||||
400 | |||||||||||||
630 | |||||||||||||
1000 | - | - | |||||||||||
1600 | - | - | - | - | - | - | |||||||
2000 | - | - | - | - | - | - | - | ||||||
2500 | - | - | - | - | - | - | - | ||||||
3000 | - | - | - | - | - | - | - | ||||||
4000 | - | - | - | - | - | - | - | - | - | - | - | - | |
2.4. У линеек типов ШМ и УТ, предназначенных для работы по методу "пятен на краску", рабочие поверхности должны быть шаброваны. Шаброванные рабочие поверхности линеек при проверке по краске должны иметь число пятен в квадрате со стороной 25 мм не менее:
Примечание. Требования к числу пятен не распространяют на зону, расположенную на расстоянии 1 мм от края в поперечном направлении при длине линеек до 2500 мм и 1,5 мм при длине линеек более 2500 мм, а в продольном направлении на расстоянии 5 мм от края при длине линеек до 2500 мм и на расстоянии 10 мм при длине линеек более 2500 мм.
2.5. Отклонение угла альфа от номинального значения для линеек типов УТ-ТК и УТ не должно превышать:
2.6. Линейки типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ должны изготовляться из материалов, указанных в табл. 5.
Тип линеек | Материал | Твердость рабочих поверхностей линеек | Разность в твердости на любых участках рабочей поверхности одной линейки в числах единиц твердости, не более |
| ЛД | Инструментальная легированная сталь марки X по ГОСТ 5950 или шарикоподшипниковая сталь марки ШХ15 по ГОСТ 801 | Не ниже61 | 3 |
| ЛТ и ЛЧ | Инструментальная легированная сталь марки X по ГОСТ 5950 или шарикоподшипниковая сталь марки ШХ15 по ГОСТ 801 | Не ниже59 | 3 |
| ШП, ШПХ и ШД | Инструментальная углеродистая сталь марки У7 по ГОСТ 1435.Допускается применение стали марки 50 и выше по ГОСТ 1050 | Не ниже51 | 3 |
| ШМ и УТ | Серый чугун марки СЧ20 по ГОСТ 1412 | 170 ... 230 НВ по ГОСТ 9012 | 10 НВ - для линеек длиной до 630 мм;20 НВ - для линеек длиной более 630 мм до 2000 мм;25 НВ - для линеек длиной более 2000 мм |
| Высокопрочный чугун марки ВЧ50 по ГОСТ 7293 | 153 ... 245 НВ по ГОСТ 9012 |
2.7. Линейки типов ШП-ТК, ШМ-ТК и УТ-ТК должны изготовляться из диабаза, габбро и различного типа гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
2.8. Параметр шероховатости Ra механически обработанных поверхностей линеек по ГОСТ 2789 должен соответствовать указанному в табл. 6.
Тип линеек | Длина линейки L, мм | Параметр шероховатости поверхностей Ra | |||||
рабочих для линеек класса точности | прилегающих к рабочим поверхностям | ||||||
00 | 0 | 01 | 1 | 2 | |||
мкм, не более | |||||||
ЛД | до 500 | - | 0,04 | - | 0,04 | - | 0,32 |
ЛТ | до 500 | ||||||
ЛЧ | до 500 | ||||||
ШП-ТК | 400 | 0,32 | 0,32 | 0,32 | - | - | 1,25 |
ШП | до 630 | - | 0,16 | 0,16 | 0,32 | 0,63 | |
ШД | до 1000 | - | 0,16 | 0,16 | 0,32 | 0,63 | |
св. 1000 | - | 0,32 | 0,32 | 0,63 | 1,25 | ||
ШМ-ТК | до 1000 | 0,32 | 0,32 | 0,32 | - | - | 2,50 |
св. 1000 | |||||||
ШМ | до 1000 | - | - | 0,16 | 0,32 | 0,63 | 1,25 |
св. 1000 | - | - | 0,32 | 0,63 | 1,25 | ||
УТ | до 1000 | - | 0,16 | - | 0,32 | 0,63 | - |
УТ-ТК | до 1000 | - | 0,16 | - | 0,32 | - | - |