Действующий
Межгосударственный стандарт ГОСТ 9466-75"Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия"(утв. постановлением Госстандарта СССР от 27 марта 1975 г. N 779)
Covered metal electrodes for manual arc welding of steels and deposition. Classification and general specifications
Настоящий стандарт распространяется на изготовленные способом опрессовки покрытые металлические электроды для ручной дуговой сварки сталей и наплавки поверхностных слоев из сталей и сплавов.
Стандарт не распространяется на электроды для наплавки поверхностных слоев из цветных металлов и их сплавов.
для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60  - У (условное обозначение);
- У (условное обозначение);
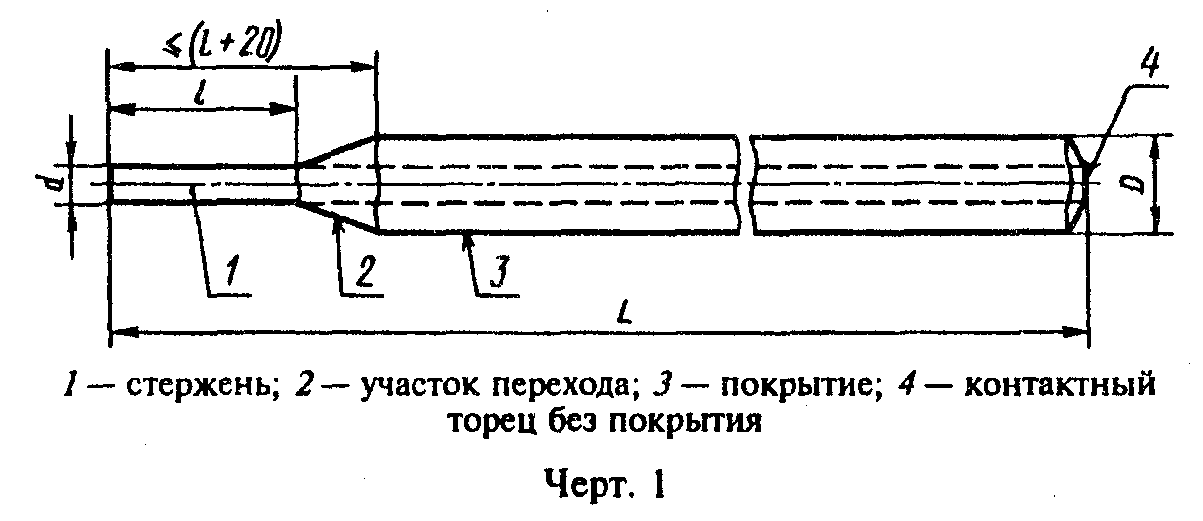
1.5. По толщине покрытия в зависимости от отношения  (D - диаметр покрытия, d - диаметр электрода, определяемый диаметром стержня) электроды подразделяются:
(D - диаметр покрытия, d - диаметр электрода, определяемый диаметром стержня) электроды подразделяются:
Примечание. При наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов следует добавлять букву Ж.
1.9. По роду и полярности применяемого при сварке или наплавке тока, а также по номинальному напряжению холостого хода используемого источника питания сварочной дуги переменного тока частотой 50 Гц электроды подразделяются в соответствии с табл.1.
┌──────────────────────────────┬──────────────────────────┬─────────────┐
│ Рекомендуемая полярность │Напряжение холостого хода │ Обозначение │
│ постоянного тока │ источника переменного │ │
│ │ тока, В │ │
│ ├─────────────┬────────────┤ │
│ │ Номин. │Пред. откл. │ │
├──────────────────────────────┼─────────────┼────────────┼─────────────┤
│Обратная │ - │ - │ 0 │
├──────────────────────────────┼─────────────┼────────────┼─────────────┤
│Любая │ 50 │ +-5 │ 1 │
├──────────────────────────────┤ │ ├─────────────┤
│Прямая │ │ │ 2 │
├──────────────────────────────┼─────────────┼────────────┼─────────────┤
│Обратная │ │ │ 3 │
├──────────────────────────────┼─────────────┼────────────┼─────────────┤
│Любая │ 70 │ +-10 │ 4 │
├──────────────────────────────┤ │ ├─────────────┤
│Прямая │ │ │ 5 │
├──────────────────────────────┤ │ ├─────────────┤
│Обратная │ │ │ 6 │
├──────────────────────────────┼─────────────┼────────────┼─────────────┤
│Любая │ 90 │ +-5 │ 7 │
├──────────────────────────────┤ │ ├─────────────┤
│Прямая │ │ │ 8 │
├──────────────────────────────┤ │ ├─────────────┤
│Обратная │ │ │ 9 │
└──────────────────────────────┴─────────────┴────────────┴─────────────┘