Действующий
Межгосударственный стандарт ГОСТ 8713-79"Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры"(утв. постановлением Госстандарта СССР от 26 декабря 1979 г. N 5047)
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
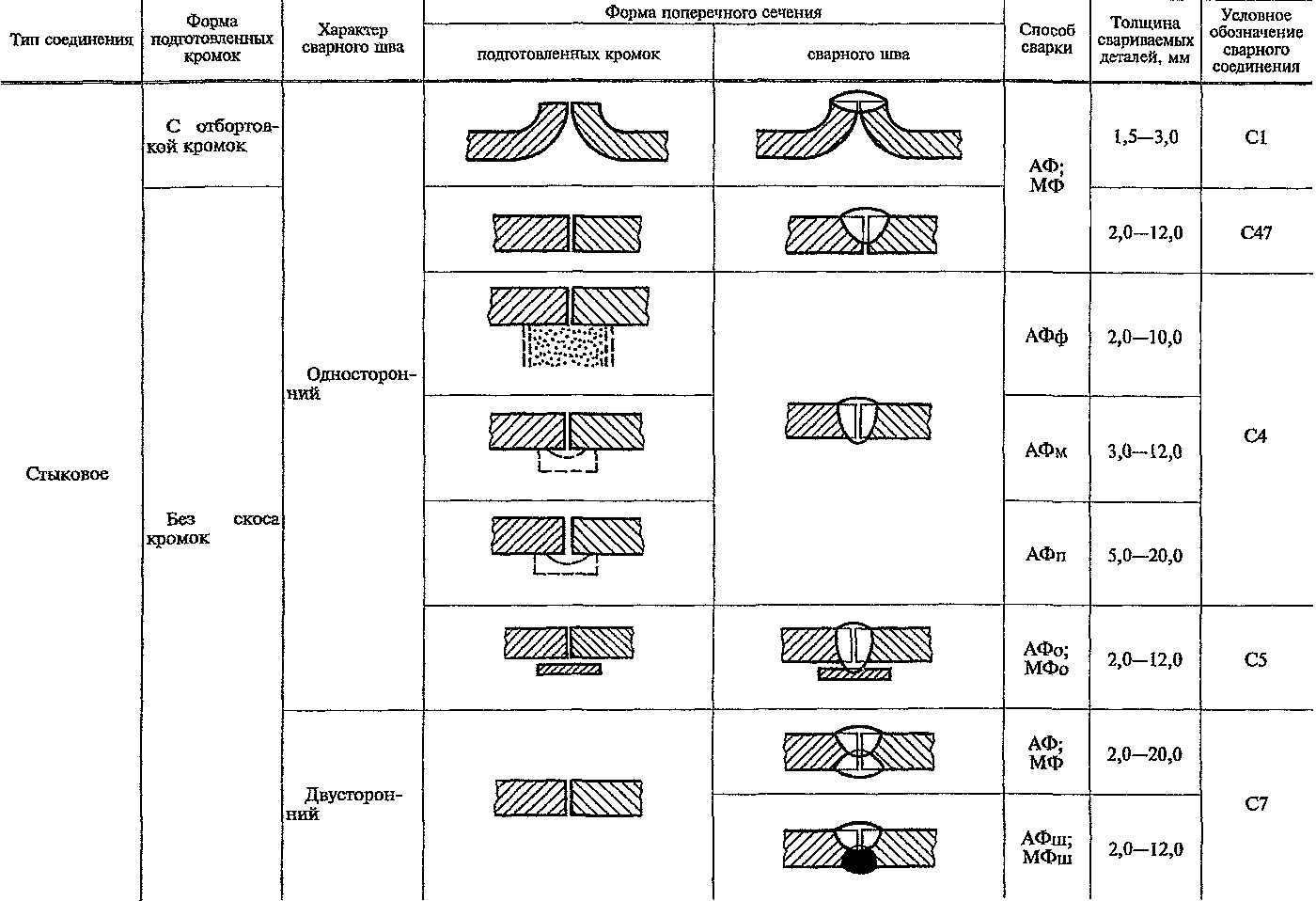
3. Основные типы сварных соединений приведены в табл. 1, сечения предварительно наложенных подварочных швов условно зачернены.
|
|
| 1400 × 958 пикс. Открыть в новом окне | |

|
|
| 1399 × 949 пикс. Открыть в новом окне | |

|
|
| 1400 × 970 пикс. Открыть в новом окне | |

|
|
| 1395 × 937 пикс. Открыть в новом окне | |

|
|
| 1400 × 955 пикс. Открыть в новом окне | |

|
|
| 1393 × 936 пикс. Открыть в новом окне | |

|
|
| 1398 × 955 пикс. Открыть в новом окне | |

|
|
| 1399 × 941 пикс. Открыть в новом окне | |

|
|
| 1398 × 506 пикс. Открыть в новом окне | |
4. Конструктивные элементы сварных соединений и их размеры должны соответствовать указанным в табл. 2-52, сечения предварительно наложенных подварочных швов условно зачернены.



Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1 х s при полном проплавлении кромок. Значение  должно быть от 4 мм до 0,5 x е.
должно быть от 4 мм до 0,5 x е.

Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1 x s при полном проплавлении кромок. Значение  должно быть от 4 мм до 0,5 x е.
должно быть от 4 мм до 0,5 x е.

Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1 x s при полном проплавлении кромок.
