Действующий
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм - по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (A300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
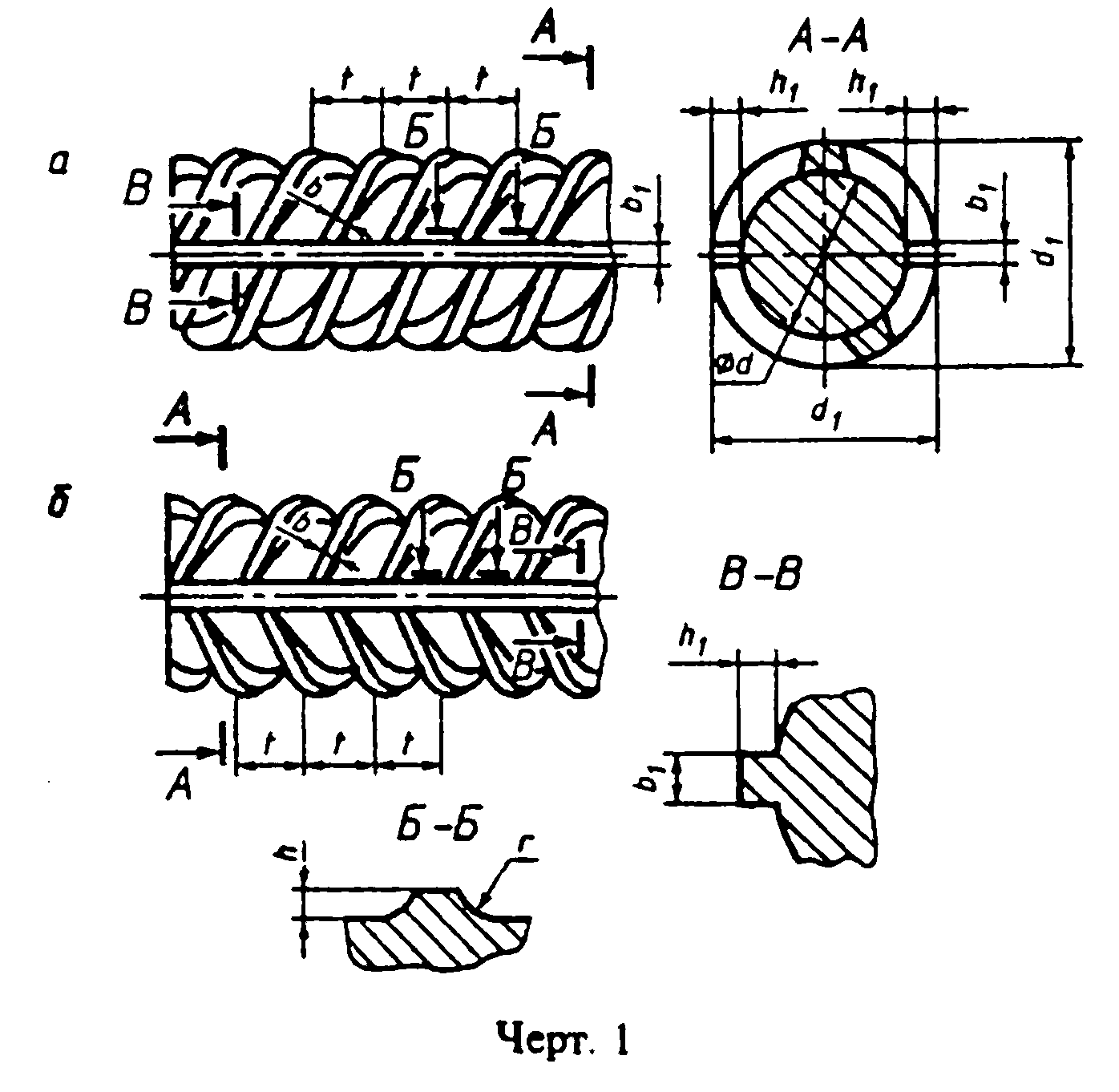
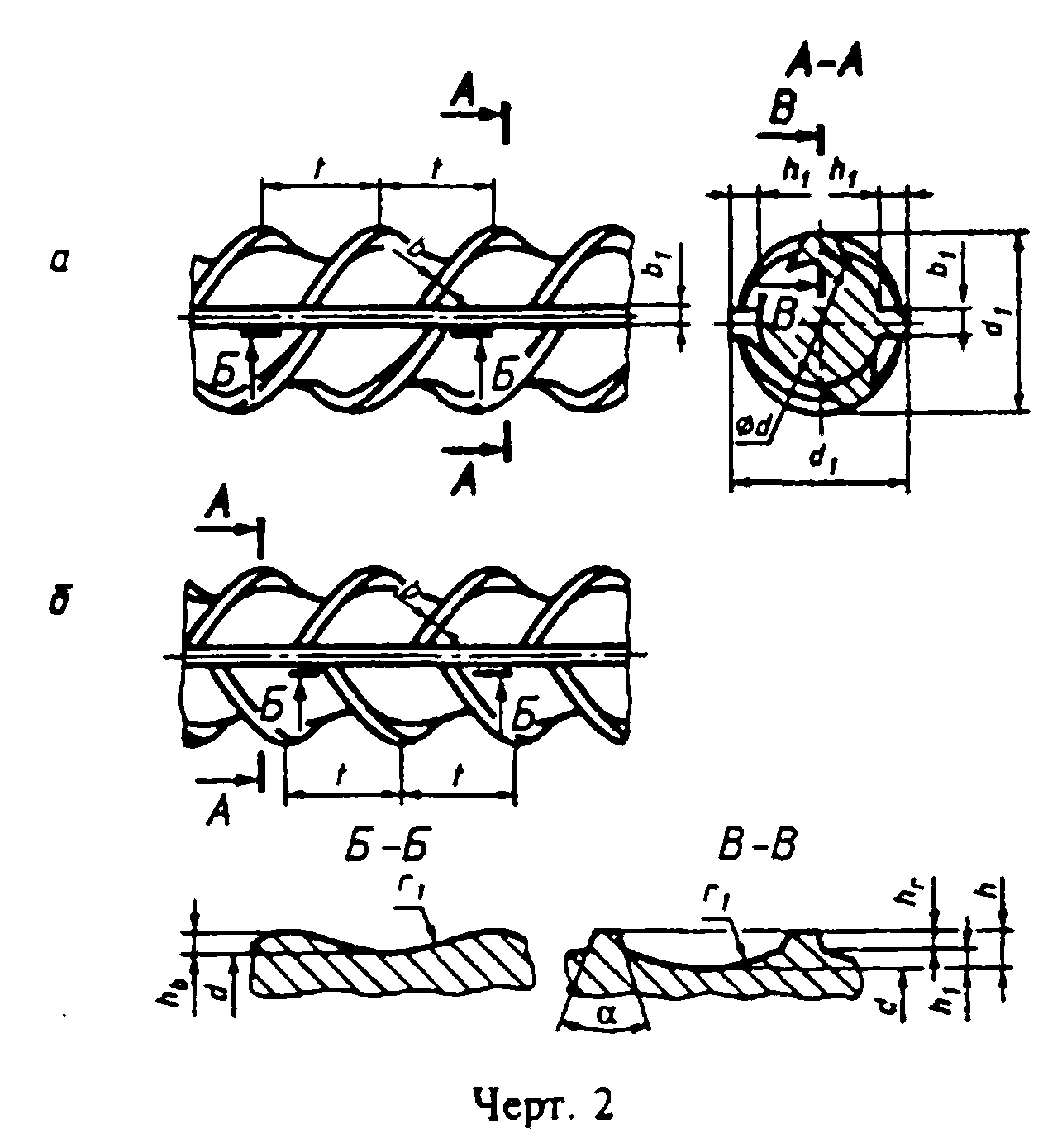
Сталь класса A-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой - левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра, и на готовом профиле не проверяют.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров - в стержнях. Арматурную сталь классов А-IV (А600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм - по согласованию изготовителя с потребителем в мотках.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7 % от массы партии.
┌─────────┬─────────────────┬────────────────┬───────┬───────┬────┬───────┬───────┬──────┐
│ Номер │ d │ h │ d_1 │ h_1 │ l │ b │ b_1 │ r │
│ профиля ├────────┬────────┼───────┬────────┤ │ │ │ │ │ │
│(номина- │ Номин. │ Пред. │Номин. │ Пред. │ │ │ │ │ │ │
│ льный │ │ откл. │ │ откл. │ │ │ │ │ │ │
│ диаметр │ │ │ │ │ │ │ │ │ │ │
│ d_н) │ │ │ │ │ │ │ │ │ │ │
├─────────┼────────┼────────┼───────┼────────┼───────┼───────┼────┼───────┼───────┼──────┤
│ 6 │ 5,75 │ +0,3 │ 0,5 │ +-0,25 │ 6,75 │ 0,5 │ 5 │ 0,5 │ 1,0 │ 0,75 │
│ │ │ -0,5 │ │ │ │ │ │ │ │ │
├─────────┼────────┤ ├───────┤ ├───────┼───────┤ ├───────┼───────┼──────┤
│ 8 │ 7,5 │ │ 0,75 │ │ 9,0 │ 0,75 │ │ 0,75 │ 1,25 │ 1,1 │
├─────────┼────────┤ ├───────┼────────┼───────┼───────┼────┼───────┼───────┼──────┤
│ 10 │ 9,3 │ │ 1,0 │ +-0,5 │ 11,3 │ 1,0 │ 7 │ 1,0 │ 1,5 │ 1,5 │
├─────────┼────────┤ ├───────┤ ├───────┼───────┤ │ ├───────┼──────┤
│ 12 │ 11,0 │ │ 1,25 │ │ 13,5 │ 1,25 │ │ │ 2,0 │ 1,9 │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 14 │ 13,0 │ │ │ │ 15,5 │ │ │ │ │ │
├─────────┼────────┤ ├───────┤ ├───────┼───────┼────┼───────┤ ├──────┤
│ 16 │ 15,0 │ │ 1,5 │ │ 18,0 │ 1,5 │ 8 │ 1,5 │ │ 2,2 │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 18 │ 17,0 │ │ │ │ 20,0 │ │ │ │ │ │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 20 │ 19,0 │ │ │ │ 22,0 │ │ │ │ │ │
├─────────┼────────┼────────┤ │ ├───────┤ │ │ │ │ │
│ 22 │ 21,0 │ +0,4 │ │ │ 24,0 │ │ │ │ │ │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 25 │ 24,0 │ -0,5 │ │ │ 27,0 │ │ │ │ │ │
├─────────┼────────┼────────┼───────┼────────┼───────┼───────┼────┤ ├───────┼──────┤
│ 28 │ 26,5 │ +0,4 │ 2,0 │ +-0,7 │ 30,5 │ 2,0 │ 9 │ │ 2,5 │ 3,0 │
│ │ │ -0,7 │ │ │ │ │ │ │ │ │
├─────────┼────────┤ │ │ ├───────┤ ├────┼───────┼───────┤ │
│ 32 │ 30,5 │ │ │ │ 34,5 │ │ 10 │ 2,0 │ 3,0 │ │
├─────────┼────────┤ ├───────┤ ├───────┼───────┼────┤ │ ├──────┤
│ 36 │ 34,5 │ │ 2,5 │ │ 39,5 │ 2,5 │ 12 │ │ │ 3,5 │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 40 │ 38,5 │ │ │ │ 43,5 │ │ │ │ │ │
├─────────┼────────┤ ├───────┤ ├───────┼───────┼────┼───────┼───────┼──────┤
│ 45 │ 43,0 │ │ 3,0 │ │ 49,0 │ 3,0 │ 15 │ 2,5 │ 3,5 │ 4,5 │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 50 │ 48,0 │ │ │ │ 54,0 │ │ │ │ │ │
├─────────┼────────┼────────┤ ├────────┼───────┤ │ │ ├───────┤ │
│ 55 │ 53,0 │ +0,4 │ │ +-1,0 │ 59,0 │ │ │ │ 4,0 │ │
│ │ │ -1,0 │ │ │ │ │ │ │ │ │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ ├──────┤
│ 60 │ 58,0 │ │ │ │ 64,0 │ │ │ │ │ 5,0 │
├─────────┼────────┼────────┤ │ ├───────┤ │ │ ├───────┼──────┤
│ 70 │ 68,0 │ +0,5 │ │ │ 74,0 │ │ │ │ 4,5 │ 5,5 │
│ │ │ -1,1 │ │ │ │ │ │ │ │ │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 80 │ 77,5 │ │ │ │ 83,5 │ │ │ │ │ │
├─────────┴────────┴────────┴───────┴────────┴───────┴───────┴────┴───────┴───────┴──────┤
│Примечание. По требованию потребителя предельные отклонения размера d_1 не должны│
│превышать предельных отклонений d плюс удвоенные предельные отклонения h. │
└────────────────────────────────────────────────────────────────────────────────────────┘
┌──────────┬────────────────┬──────────────┬───────┬──────┬───────┬──────┬─────┬──────┬───────┬──────┬───────┐
│ Номер │ d │ h │ d_1 │ h_1 │ h_r │ h_в │ t │ b │ b_1 │ r_1 │ альфа │
│ профиля ├───────┬────────┼───────┬──────┤ │ │ │ │ │ │ │ │ │
│(номиналь-│Номин. │ Пред. │Номин. │Пред. │ │ │ │ │ │ │ │ │ │
│ ный │ │ откл. │ │откл. │ │ │ │ │ │ │ │ │ │
│ диаметр │ │ │ │ │ │ │ │ │ │ │ │ │ │
│ d_н) │ │ │ │ │ │ │ │ │ │ │ │ │ │
├──────────┼───────┼────────┼───────┼──────┼───────┼──────┼───────┼──────┼─────┼──────┼───────┼──────┼───────┤
│ 10 │ 8,7 │ +0,3 │ 1,6 │+-0,5 │ 11,9 │ 1,6 │ 0,6 │ 1,0 │ 10 │ 0,7 │ 1,5 │ 11 │ 50° │
│ │ │ -0,5 │ │ │ │ │ │ │ │ │ │ │ │
├──────────┼───────┤ │ │ ├───────┤ │ │ │ │ ├───────┤ │ │
│ 12 │ 10,6 │ │ │ │ 13,8 │ │ │ │ │ │ 2,0 │ │ │
├──────────┼───────┤ ├───────┼──────┼───────┼──────┼───────┼──────┼─────┼──────┼───────┼──────┤ │
│ 14 │ 12,5 │ │ 2,0 │+0,65 │ 16,5 │ 2,0 │ 0,8 │ 1,2 │ 12 │ 1,0 │ 2,0 │ 12 │ │
│ │ │ │ │-0,85 │ │ │ │ │ │ │ │ │ │
├──────────┼───────┤ ├───────┤ ├───────┼──────┼───────┼──────┤ │ │ │ │ │
│ 16 │ 14,2 │ │ 2,5 │ │ 19,2 │ 2,5 │ 1,0 │ 1,5 │ │ │ │ │ │
├──────────┼───────┤ │ │ ├───────┤ │ │ │ │ │ │ │ │
│ 18 │ 16,2 │ │ │ │ 21,2 │ │ │ │ │ │ │ │ │
├──────────┼───────┤ │ │ ├───────┤ │ │ │ │ │ │ │ │
│ 20 │ 18,2 │ │ │ │ 23,2 │ │ │ │ │ │ │ │ │
├──────────┼───────┼────────┤ │ ├───────┤ │ │ │ │ │ │ │ │
│ 22 │ 20,3 │ +0,4 │ │ │ 25,3 │ │ │ │ │ │ │ │ │
├──────────┼───────┤ │ │ ├───────┤ │ │ ├─────┼──────┤ ├──────┤ │
│ 25 │ 23,3 │ -0,5 │ │ │ 28,3 │ │ │ │ 14 │ 1,2 │ │ 14 │ │
├──────────┼───────┼────────┼───────┼──────┼───────┼──────┼───────┼──────┼─────┼──────┼───────┼──────┤ │
│ 28 │ 25,9 │ +0,4 │ 3,0 │ +1,0 │ 31,9 │ 3,0 │ 1,2 │ 1,8 │ 14 │ 1,2 │ 2,5 │ 14 │ 50° │
│ │ │ -0,7 │ │ -1,2 │ │ │ │ │ │ │ │ │ │
├──────────┼───────┤ ├───────┤ ├───────┼──────┤ │ ├─────┼──────┼───────┼──────┤ │
│ 32 │ 29,8 │ │ 3,2 │ │ 36,2 │ 3,2 │ │ │ 16 │ 1,5 │ 3,0 │ 19 │ │
├──────────┼───────┤ ├───────┤ ├───────┼──────┼───────┼──────┼─────┤ │ │ │ │
│ 36 │ 33,7 │ │ 3,5 │ │ 40,7 │ 3,5 │ 1,5 │ 2,0 │ 18 │ │ │ │ │
├──────────┼───────┤ │ │ ├───────┤ │ │ │ │ │ │ │ │
│ 40 │ 37,6 │ │ │ │ 44,6 │ │ │ │ │ │ │ │ │
└──────────┴───────┴────────┴───────┴──────┴───────┴──────┴───────┴──────┴─────┴──────┴───────┴──────┴───────┘
┌──────────────────────┬────────────────────────────────────────────────┐
│ Длина стержней, м │ Пред. откл. по длине при точности порезки, мм │
│ ├────────────────────────┬───────────────────────┤
│ │ обычной │ повышенной │
├──────────────────────┼────────────────────────┼───────────────────────┤
│До 6 включ. │ + 50 │ + 25 │
├──────────────────────┼────────────────────────┼───────────────────────┤
│Св. 6 │ + 70 │ + 35 │
└──────────────────────┴────────────────────────┴───────────────────────┘
В обозначение стержней класса А-II (А300) специального назначения добавляют индекс "с": Ас-II (Ас300).
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марку стали указывает потребитель в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса A-IV (A600) марки стали устанавливают по согласованию изготовителя с потребителем.
┌──────────┬─────────┬───────────────┬────────┬──────────┬──────────────┐
│ Класс │ Диаметр │ Марка стали │ Класс │ Диаметр │ Марка стали │
│арматурной│профиля, │ │арматур-│ профиля, │ │
│ стали │ мм │ │ ной │ мм │ │
│ │ │ │ стали │ │ │
├──────────┼─────────┼───────────────┼────────┼──────────┼──────────────┤
│A-I (A240)│ 6-40 │ Ст3кп, СтЗпс, │ А-IV │ 10-18 │ 80С │
│ │ │ СтЗсп │ (А600) │ (6-8) │ │
│ │ │ │ │ 10-32 │ │
│ │ │ │ │ (36-40) │ │
├──────────┼─────────┼───────────────┤ │ │ │
│ А-II │ 10-40 │ Ст5сп, Ст5пс │ │ │ 20ХГ2Ц │
│ (А300) │ 40-80 │ 18Г2С │ │ │ │
├──────────┼─────────┼───────────────┤ │ │ │
│ Ас-II │ 10-32 │ 10ГТ │ │ │ │
│ (Ас300) │ │ │ │ │ │
│ │ │ ├────────┼──────────┼──────────────┤
│ │ (36-40) │ │ A-V │ (6-8) │ 23Х2Г2Т │
│ │ │ │ (A800) │ │ │
├──────────┼─────────┼───────────────┤ │ │ │
│ А-III │ 6-40 │ 35ГС, 25Г2С │ │ 10-32 │ │
│ (А400) │ 6-22 │ 32Г2Рпс │ │ (36-40) │ │
│ │ │ ├────────┼──────────┼──────────────┤
│ │ │ │ А-VI │ 10-22 │ 22Х2Г2АЮ, │
│ │ │ │(А1000) │ │ 22Х2Г2Р, │
│ │ │ │ │ │ 20Х2Г2СР │
├──────────┴─────────┴───────────────┴────────┴──────────┴──────────────┤
│Примечания: │
│1. Допускается изготовление арматурной стали класса A-V (A800) из стали│
│марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР. │
│2. Размеры, указанные в скобках, изготовляют по согласованию│
│изготовителя с потребителем. │
└───────────────────────────────────────────────────────────────────────┘
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380, низколегированной стали - нормам, приведенным в табл. 6.
┌──────────┬──────────────────────────────────────────────────────────────────────────────────────────────────────────────────┐
│ Марка │ Массовая доля элементов, % │
│ стали │ │
│ ├───────────┬────────────┬───────────┬───────────┬────────────┬──────────┬─────────────┬──────┬──────┬──────┬──────┤
│ │ Углерод │ Марганец │ Кремний │ Хром │ Титан │ Цирконий │ Алюминий │Никель│ Сера │Фосфор│ Медь │
│ │ │ │ │ │ │ │ ├──────┴──────┴──────┴──────┤
│ │ │ │ │ │ │ │ │ не более │
├──────────┼───────────┼────────────┼───────────┼───────────┼────────────┼──────────┼─────────────┼──────┬──────┬──────┬──────┤
│10ГТ │ Не более │1,00 - 1,40 │0,45 - 0,65│ Не более │ 0,015 - │ - │ 0,02 - 0,05 │ - │0,040 │0,030 │ 0,30 │
│ │ 0,13 │ │ │ 0,30 │ 0,035 │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │
├──────────┼───────────┼────────────┼───────────┤ ├────────────┤ ├─────────────┼──────┼──────┼──────┤ │
│18Г2С │0,14 - 0,23│1,20 - 1,60 │0,60 - 0,90│ │ │ │ - │ 0,30 │0,045 │0,040 │ │
├──────────┼───────────┼────────────┼───────────┤ │ │ ├─────────────┤ ├──────┼──────┤ │
│32Г2Рпс │0,28 - 0,37│1,30 - 1,75 │ Не более │ │ │ │0,001 - 0,015│ │0,050 │0,045 │ │
│ │ │ │ 0,17 │ │ │ │ │ │ │ │ │
├──────────┼───────────┼────────────┼───────────┤ │ │ ├─────────────┤ ├──────┼──────┤ │
│35ГС │0,30 - 0,37│0,80 - 1,20 │0,60 - 0,90│ │ │ │ - │ │0,045 │0,040 │ │
├──────────┼───────────┼────────────┤ │ │ │ │ │ │ │ │ │
│25Г2С │0,20 - 0,29│1,20 - 1,60 │ │ │ │ │ │ │ │ │ │
├──────────┼───────────┼────────────┼───────────┼───────────┤ ├──────────┤ │ │ ├──────┤ │
│20ХГ2Ц │0,19 - 0,26│1,50 - 1,90 │0,40 - 0,70│0,90 - 1,20│ │0,05 -0,14│ │ │ │0,045 │ │
├──────────┼───────────┼────────────┼───────────┼───────────┼────────────┼──────────┤ │ │ ├──────┤ │
│80С │0,74 - 0,82│0,50 - 0,90 │0,60 - 1,10│ Не более │ 0,015 - │ │ │ │ │0,040 │ │
│ │ │ │ │ 0,30 │ 0,040 │ │ │ │ │ │ │
├──────────┼───────────┼────────────┼───────────┼───────────┼────────────┤ ├─────────────┤ │ ├──────┤ │
│23Х2Г2Т │0,19 - 0,26│1,40 - 1,70 │0,40 - 0,70│1,35 - 1,70│0,02 - 0,08 │ - │0,015 - 0,050│ │ │0,045 │ │
├──────────┤ │ │ ├───────────┼────────────┤ ├─────────────┤ ├──────┼──────┤ │
│22Х2Г2АЮ │ │ │ │1,50 - 2,10│ 0,005 - │ │ 0,02 - 0,07 │ │0,040 │0,040 │ │
│ │ │ │ │ │ 0,030 │ │ │ │ │ │ │
├──────────┤ ├────────────┤ ├───────────┼────────────┤ ├─────────────┤ │ │ │ │
│22Х2Г2Р │ │1,50 - 1,90 │ │1,50 - 1,90│0,02 - 0,08 │ │0,015 - 0,050│ │ │ │ │
├──────────┼───────────┼────────────┼───────────┼───────────┤ │ │ │ │ │ │ │
│20Х2Г2СР │0,16 - 0,26│1,40 - 1,80 │0,75 - 1,55│1,40 - 1,80│ │ │ │ │ │ │ │
└──────────┴───────────┴────────────┴───────────┴───────────┴────────────┴──────────┴─────────────┴──────┴──────┴──────┴──────┘
2.3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7 % и замена циркония на 0,02 - 0,08 % титана. В стали марки 23X2Г2Т допускается замена титана на 0,05 - 0,10 % циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015 - 0,030 %, массовая доля остаточного азота в стали марки 10ГТ - не более 0,008 %.