Действующий
Межгосударственный стандарт ГОСТ 5781-82"Сталь горячекатаная для армирования железобетонных конструкций. Технические условия"(утв. постановлением Госстандарта СССР от 17 декабря 1982 г. N 4800)
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
1.1. В зависимости от механических свойств арматурную сталь подразделяют на классы A-I (А240), А-II (А300), А-III (А400); A-IV (A600), A-V (A800), А-VI (А1000).
1.2. Арматурную сталь изготовляют в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и А-VI (А1000) - периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и A-V (А800) изготовляют гладкой.
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
┌───────┬─────────┬───────────────┬──────────┬─────────┬────────────────┐
│ Номер │ Площадь │ Масса 1 м │ Номер │ Площадь │ Масса 1 м │
│профиля│попереч- │ профиля │ профиля │попереч- │ профиля │
│(номи- │ ного ├───────┬───────┤(номиналь-│ ного ├───────┬────────┤
│нальный│ сечения │Теоре- │ Пред. │ ный │ сечения │Теоре- │ Пред. │
│диаметр│стержня, │тичес- │откл., │ диаметр │стержня, │тичес- │откл., %│
│стержня│ см2 │кая, кг│ % │ стержня │ см2 │кая, кг│ │
│ d_н) │ │ │ │ d_н) │ │ │ │
├───────┼─────────┼───────┼───────┼──────────┼─────────┼───────┼────────┤
│ 6 │ 0,283 │ 0,222 │ + 9,0 │ 32 │ 8,040 │ 6,310 │ + 3,0 │
│ │ │ │ │ │ │ │ -4,0 │
├───────┼─────────┼───────┼───────┼──────────┼─────────┼───────┤ │
│ 8 │ 0,503 │ 0,395 │ -7,0 │ 36 │ 10,180 │ 7,990 │ │
├───────┼─────────┼───────┼───────┼──────────┼─────────┼───────┤ │
│ 10 │ 0,785 │ 0,617 │ + 5,0 │ 40 │ 12,570 │ 9,870 │ │
│ │ │ │ -6,0 │ │ │ │ │
├───────┼─────────┼───────┤ ├──────────┼─────────┼───────┤ │
│ 12 │ 1,131 │ 0,888 │ │ 45 │ 15,000 │12,480 │ │
├───────┼─────────┼───────┤ ├──────────┼─────────┼───────┼────────┤
│ 14 │ 1,540 │ 1,210 │ │ 50 │ 19,630 │15,410 │ + 2,0 │
│ │ │ │ │ │ │ │ -4,0 │
├───────┼─────────┼───────┼───────┼──────────┼─────────┼───────┤ │
│ 16 │ 2,010 │ 1,580 │ + 3,0 │ 55 │ 23,760 │18,650 │ │
│ │ │ │ -5,0 │ │ │ │ │
├───────┼─────────┼───────┤ ├──────────┼─────────┼───────┤ │
│ 18 │ 2,540 │ 2,000 │ │ 60 │ 28,270 │22,190 │ │
├───────┼─────────┼───────┤ ├──────────┼─────────┼───────┤ │
│ 20 │ 3,140 │ 2,470 │ │ 70 │ 38,480 │30,210 │ │
├───────┼─────────┼───────┤ ├──────────┼─────────┼───────┤ │
│ 22 │ 3,800 │ 2,980 │ │ 80 │ 50,270 │39,460 │ │
├───────┼─────────┼───────┤ ├──────────┼─────────┼───────┼────────┤
│ 25 │ 4,910 │ 3,850 │ │ │ │ │ │
├───────┼─────────┼───────┤ │ │ │ │ │
│ 28 │ 6,160 │ 4,830 │ │ │ │ │ │
└───────┴─────────┴───────┴───────┴──────────┴─────────┴───────┴────────┘
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной  . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм - по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (A300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
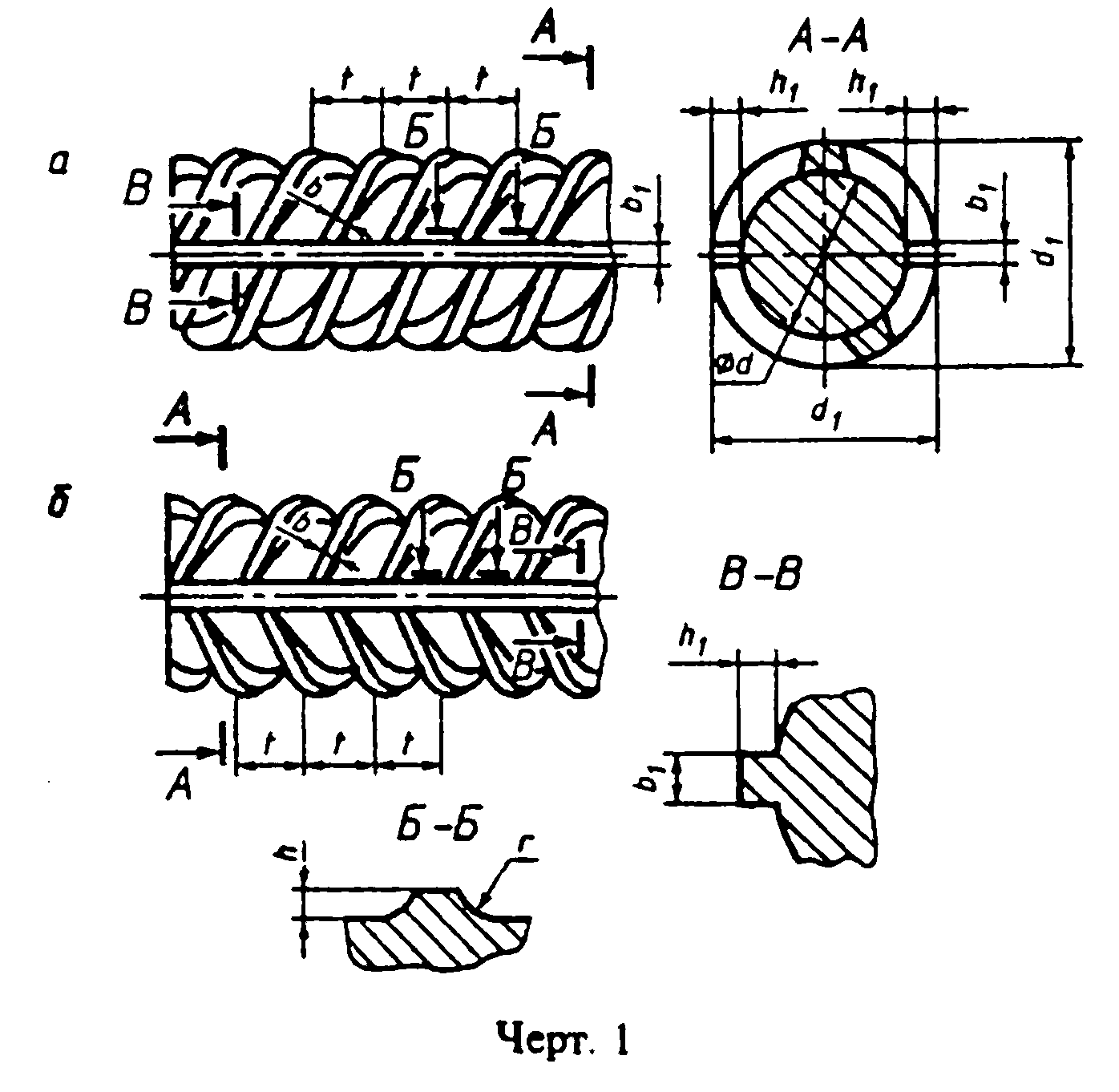
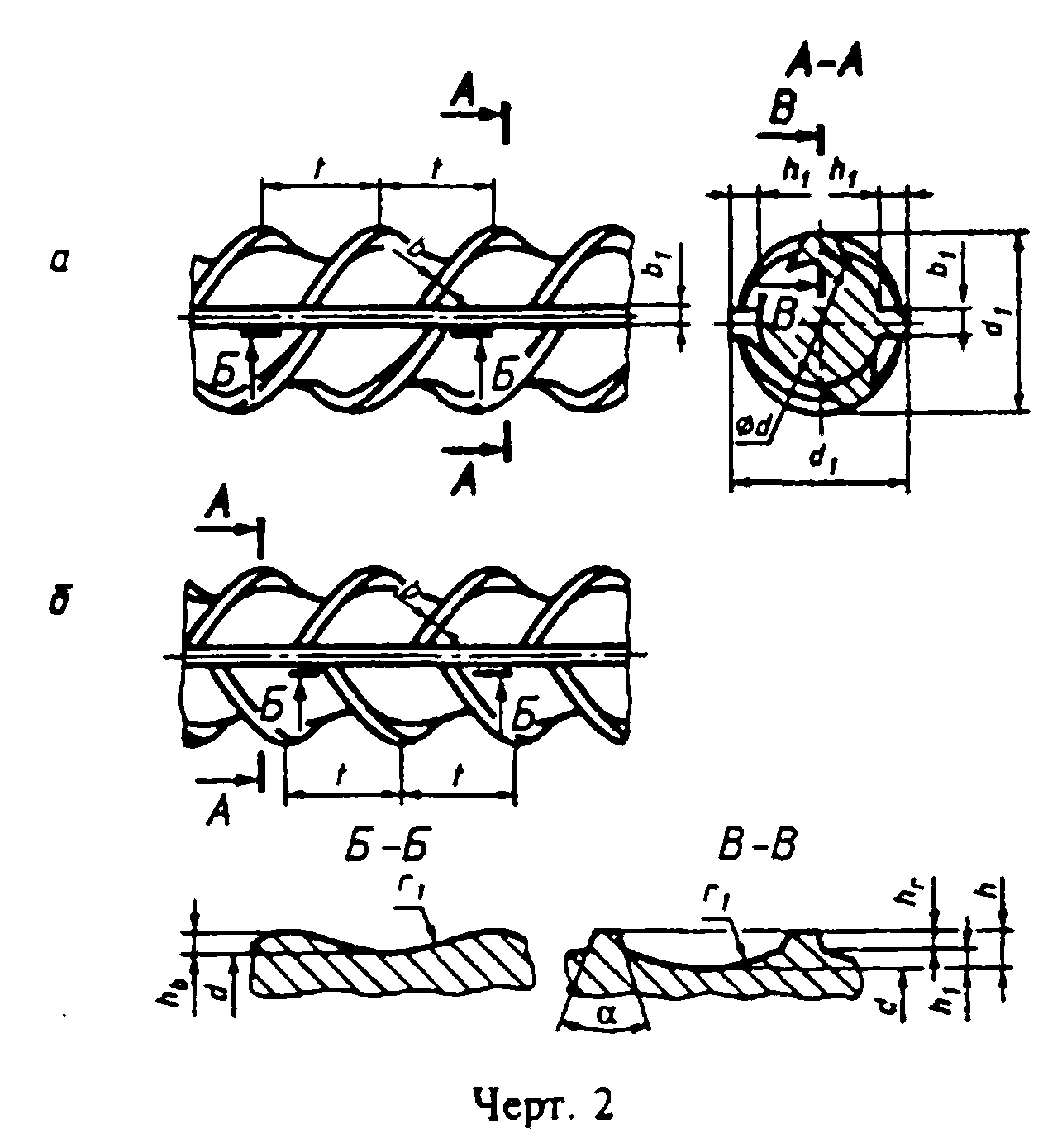
Сталь класса A-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой - левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра, и на готовом профиле не проверяют.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров - в стержнях. Арматурную сталь классов А-IV (А600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм - по согласованию изготовителя с потребителем в мотках.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7 % от массы партии.
┌─────────┬─────────────────┬────────────────┬───────┬───────┬────┬───────┬───────┬──────┐
│ Номер │ d │ h │ d_1 │ h_1 │ l │ b │ b_1 │ r │
│ профиля ├────────┬────────┼───────┬────────┤ │ │ │ │ │ │
│(номина- │ Номин. │ Пред. │Номин. │ Пред. │ │ │ │ │ │ │
│ льный │ │ откл. │ │ откл. │ │ │ │ │ │ │
│ диаметр │ │ │ │ │ │ │ │ │ │ │
│ d_н) │ │ │ │ │ │ │ │ │ │ │
├─────────┼────────┼────────┼───────┼────────┼───────┼───────┼────┼───────┼───────┼──────┤
│ 6 │ 5,75 │ +0,3 │ 0,5 │ +-0,25 │ 6,75 │ 0,5 │ 5 │ 0,5 │ 1,0 │ 0,75 │
│ │ │ -0,5 │ │ │ │ │ │ │ │ │
├─────────┼────────┤ ├───────┤ ├───────┼───────┤ ├───────┼───────┼──────┤
│ 8 │ 7,5 │ │ 0,75 │ │ 9,0 │ 0,75 │ │ 0,75 │ 1,25 │ 1,1 │
├─────────┼────────┤ ├───────┼────────┼───────┼───────┼────┼───────┼───────┼──────┤
│ 10 │ 9,3 │ │ 1,0 │ +-0,5 │ 11,3 │ 1,0 │ 7 │ 1,0 │ 1,5 │ 1,5 │
├─────────┼────────┤ ├───────┤ ├───────┼───────┤ │ ├───────┼──────┤
│ 12 │ 11,0 │ │ 1,25 │ │ 13,5 │ 1,25 │ │ │ 2,0 │ 1,9 │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 14 │ 13,0 │ │ │ │ 15,5 │ │ │ │ │ │
├─────────┼────────┤ ├───────┤ ├───────┼───────┼────┼───────┤ ├──────┤
│ 16 │ 15,0 │ │ 1,5 │ │ 18,0 │ 1,5 │ 8 │ 1,5 │ │ 2,2 │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 18 │ 17,0 │ │ │ │ 20,0 │ │ │ │ │ │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 20 │ 19,0 │ │ │ │ 22,0 │ │ │ │ │ │
├─────────┼────────┼────────┤ │ ├───────┤ │ │ │ │ │
│ 22 │ 21,0 │ +0,4 │ │ │ 24,0 │ │ │ │ │ │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 25 │ 24,0 │ -0,5 │ │ │ 27,0 │ │ │ │ │ │
├─────────┼────────┼────────┼───────┼────────┼───────┼───────┼────┤ ├───────┼──────┤
│ 28 │ 26,5 │ +0,4 │ 2,0 │ +-0,7 │ 30,5 │ 2,0 │ 9 │ │ 2,5 │ 3,0 │
│ │ │ -0,7 │ │ │ │ │ │ │ │ │
├─────────┼────────┤ │ │ ├───────┤ ├────┼───────┼───────┤ │
│ 32 │ 30,5 │ │ │ │ 34,5 │ │ 10 │ 2,0 │ 3,0 │ │
├─────────┼────────┤ ├───────┤ ├───────┼───────┼────┤ │ ├──────┤
│ 36 │ 34,5 │ │ 2,5 │ │ 39,5 │ 2,5 │ 12 │ │ │ 3,5 │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 40 │ 38,5 │ │ │ │ 43,5 │ │ │ │ │ │
├─────────┼────────┤ ├───────┤ ├───────┼───────┼────┼───────┼───────┼──────┤
│ 45 │ 43,0 │ │ 3,0 │ │ 49,0 │ 3,0 │ 15 │ 2,5 │ 3,5 │ 4,5 │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 50 │ 48,0 │ │ │ │ 54,0 │ │ │ │ │ │
├─────────┼────────┼────────┤ ├────────┼───────┤ │ │ ├───────┤ │
│ 55 │ 53,0 │ +0,4 │ │ +-1,0 │ 59,0 │ │ │ │ 4,0 │ │
│ │ │ -1,0 │ │ │ │ │ │ │ │ │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ ├──────┤
│ 60 │ 58,0 │ │ │ │ 64,0 │ │ │ │ │ 5,0 │
├─────────┼────────┼────────┤ │ ├───────┤ │ │ ├───────┼──────┤
│ 70 │ 68,0 │ +0,5 │ │ │ 74,0 │ │ │ │ 4,5 │ 5,5 │
│ │ │ -1,1 │ │ │ │ │ │ │ │ │
├─────────┼────────┤ │ │ ├───────┤ │ │ │ │ │
│ 80 │ 77,5 │ │ │ │ 83,5 │ │ │ │ │ │
├─────────┴────────┴────────┴───────┴────────┴───────┴───────┴────┴───────┴───────┴──────┤
│Примечание. По требованию потребителя предельные отклонения размера d_1 не должны│
│превышать предельных отклонений d плюс удвоенные предельные отклонения h. │
└────────────────────────────────────────────────────────────────────────────────────────┘
┌──────────┬────────────────┬──────────────┬───────┬──────┬───────┬──────┬─────┬──────┬───────┬──────┬───────┐
│ Номер │ d │ h │ d_1 │ h_1 │ h_r │ h_в │ t │ b │ b_1 │ r_1 │ альфа │
│ профиля ├───────┬────────┼───────┬──────┤ │ │ │ │ │ │ │ │ │
│(номиналь-│Номин. │ Пред. │Номин. │Пред. │ │ │ │ │ │ │ │ │ │
│ ный │ │ откл. │ │откл. │ │ │ │ │ │ │ │ │ │
│ диаметр │ │ │ │ │ │ │ │ │ │ │ │ │ │
│ d_н) │ │ │ │ │ │ │ │ │ │ │ │ │ │
├──────────┼───────┼────────┼───────┼──────┼───────┼──────┼───────┼──────┼─────┼──────┼───────┼──────┼───────┤
│ 10 │ 8,7 │ +0,3 │ 1,6 │+-0,5 │ 11,9 │ 1,6 │ 0,6 │ 1,0 │ 10 │ 0,7 │ 1,5 │ 11 │ 50° │
│ │ │ -0,5 │ │ │ │ │ │ │ │ │ │ │ │
├──────────┼───────┤ │ │ ├───────┤ │ │ │ │ ├───────┤ │ │
│ 12 │ 10,6 │ │ │ │ 13,8 │ │ │ │ │ │ 2,0 │ │ │
├──────────┼───────┤ ├───────┼──────┼───────┼──────┼───────┼──────┼─────┼──────┼───────┼──────┤ │
│ 14 │ 12,5 │ │ 2,0 │+0,65 │ 16,5 │ 2,0 │ 0,8 │ 1,2 │ 12 │ 1,0 │ 2,0 │ 12 │ │
│ │ │ │ │-0,85 │ │ │ │ │ │ │ │ │ │
├──────────┼───────┤ ├───────┤ ├───────┼──────┼───────┼──────┤ │ │ │ │ │
│ 16 │ 14,2 │ │ 2,5 │ │ 19,2 │ 2,5 │ 1,0 │ 1,5 │ │ │ │ │ │
├──────────┼───────┤ │ │ ├───────┤ │ │ │ │ │ │ │ │
│ 18 │ 16,2 │ │ │ │ 21,2 │ │ │ │ │ │ │ │ │
├──────────┼───────┤ │ │ ├───────┤ │ │ │ │ │ │ │ │
│ 20 │ 18,2 │ │ │ │ 23,2 │ │ │ │ │ │ │ │ │
├──────────┼───────┼────────┤ │ ├───────┤ │ │ │ │ │ │ │ │
│ 22 │ 20,3 │ +0,4 │ │ │ 25,3 │ │ │ │ │ │ │ │ │
├──────────┼───────┤ │ │ ├───────┤ │ │ ├─────┼──────┤ ├──────┤ │
│ 25 │ 23,3 │ -0,5 │ │ │ 28,3 │ │ │ │ 14 │ 1,2 │ │ 14 │ │
├──────────┼───────┼────────┼───────┼──────┼───────┼──────┼───────┼──────┼─────┼──────┼───────┼──────┤ │
│ 28 │ 25,9 │ +0,4 │ 3,0 │ +1,0 │ 31,9 │ 3,0 │ 1,2 │ 1,8 │ 14 │ 1,2 │ 2,5 │ 14 │ 50° │
│ │ │ -0,7 │ │ -1,2 │ │ │ │ │ │ │ │ │ │
├──────────┼───────┤ ├───────┤ ├───────┼──────┤ │ ├─────┼──────┼───────┼──────┤ │
│ 32 │ 29,8 │ │ 3,2 │ │ 36,2 │ 3,2 │ │ │ 16 │ 1,5 │ 3,0 │ 19 │ │
├──────────┼───────┤ ├───────┤ ├───────┼──────┼───────┼──────┼─────┤ │ │ │ │
│ 36 │ 33,7 │ │ 3,5 │ │ 40,7 │ 3,5 │ 1,5 │ 2,0 │ 18 │ │ │ │ │
├──────────┼───────┤ │ │ ├───────┤ │ │ │ │ │ │ │ │
│ 40 │ 37,6 │ │ │ │ 44,6 │ │ │ │ │ │ │ │ │
└──────────┴───────┴────────┴───────┴──────┴───────┴──────┴───────┴──────┴─────┴──────┴───────┴──────┴───────┘
┌──────────────────────┬────────────────────────────────────────────────┐
│ Длина стержней, м │ Пред. откл. по длине при точности порезки, мм │
│ ├────────────────────────┬───────────────────────┤
│ │ обычной │ повышенной │
├──────────────────────┼────────────────────────┼───────────────────────┤
│До 6 включ. │ + 50 │ + 25 │
├──────────────────────┼────────────────────────┼───────────────────────┤
│Св. 6 │ + 70 │ + 35 │
└──────────────────────┴────────────────────────┴───────────────────────┘