 или условного
или условного  предела текучести (Н/мм2).
предела текучести (Н/мм2).Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
| Армения | AM |
Минэкономики Республики Армения |
| Грузия | GE |
Грузстандарт |
| Киргизия | KG |
Кыргызстандарт |
| Россия | RU |
Росстандарт |
| Таджикистан | TJ |
Таджикстандарт |
или условного предела текучести (Н/мм2). , мм: Сумма расстояний между концами поперечных ребер, измеренных в плоскости, перпендикулярной к оси проката (см. рисунки 1 - 4). , Н/мм2, - по классам: А240, А400, А500, А600; , Н/мм2, - по классам: Ап600, А800, А1000. или условного предела текучести в (Н/мм2);
, мм: Сумма расстояний между концами поперечных ребер, измеренных в плоскости, перпендикулярной к оси проката (см. рисунки 1 - 4). , Н/мм2, - по классам: А240, А400, А500, А600; , Н/мм2, - по классам: Ап600, А800, А1000. или условного предела текучести в (Н/мм2);Номинальный диаметр dн, мм |
Номинальная площадь поперечного сечения Fн, мм2 |
Способ производства по таблице 3 |
Масса 1 м длины проката |
||||||
Номинальная, кг |
Предельное отклонение при поставке, %, для групп |
||||||||
1 |
2 |
3 |
4 |
5 |
ОМ1 |
ОМ2 |
|||
4,0 |
12,6 |
x |
x |
0,099 |
+/- 8,0 |
-2,0
-8,0
|
|||
4,5 |
15,9 |
x |
x |
0,125 |
|||||
5,0 |
19,6 |
x |
x |
0,154 |
|||||
5,5 |
23,8 |
x |
x |
0,187 |
|||||
6,0 |
28,3 |
x |
x |
x |
x |
x |
0,222 |
||
6,5 |
33,2 |
x |
x |
0,261 |
|||||
7,0 |
38,5 |
x |
x |
x |
x |
x |
0,302 |
||
7,5 |
44,2 |
x |
x |
0,347 |
|||||
8,0 |
50,3 |
x |
x |
x |
x |
x |
0,395 |
||
8,5 |
56,7 |
x |
x |
0,445 |
+/- 6,0 |
-1,0
-6,0
|
|||
9,0 |
63,6 |
x |
x |
x |
x |
x |
0,499 |
||
9,5 |
70,9 |
x |
x |
0,556 |
|||||
10,0 |
78,5 |
x |
x |
x |
x |
x |
0,617 |
||
11,0 |
95,0 |
x |
x |
x |
x |
x |
0,746 |
||
12,0 |
113,1 |
x |
x |
x |
x |
x |
0,888 |
||
13,0 |
132,7 |
x |
x |
x |
x |
1,042 |
+/- 5,0 |
-1,0
-5,0
|
|
14,0 |
153,9 |
x |
x |
x |
x |
1,208 |
|||
15,0 |
176,7 |
x |
x |
x |
x |
1,387 |
|||
16,0 |
201,1 |
x |
x |
x |
x |
1,578 |
|||
17,0 |
227,0 |
x |
x |
x |
x |
1,782 |
|||
18,0 |
254,5 |
x |
x |
x |
x |
1,998 |
|||
19,0 |
283,5 |
x |
x |
x |
x |
2,226 |
|||
20,0 |
314,2 |
x |
x |
2,466 |
|||||
22,0 |
380,1 |
x |
x |
2,984 |
+/- 4,0 |
-1,0
-4,5
|
|||
25,0 |
490,9 |
x |
x |
3,853 |
|||||
28,0 |
615,8 |
x |
x |
4,834 |
|||||
32,0 |
804,3 |
x |
x |
6,313 |
|||||
36,0 |
1017,9 |
x |
x |
7,990 |
|||||
40,0 |
1256,6 |
x |
x |
9,865 |
|||||
|
Примечания
1 Знак "x" означает, что данный способ освоен или технически доступен для производства.
2 Для проката, получаемого способом 3 по таблице 3 предельное отклонение ОМ1 для всех размеров должно составлять +/- 4,0%.
3 Прокат классов А800 и А1000 изготовляют номинальным диаметром от 10 до 40 мм включительно.
4 Номинальная масса 1 м длины проката установлена, исходя из номинального диаметра при плотности стали, равной 7,85 г/см3.
5 Предельные отклонения по массе 1 м длины приведены для отдельного прутка (мотка).
6 По согласованию изготовителя с заказчиком допускаются другие отклонения по массе 1 м длины проката.
7 Группу предельных отклонений по массе 1 м длины проката (ОМ1 или ОМ2) оговаривают в заказе. При отсутствии указания в заказе группу отклонений выбирает изготовитель и указывает в документе о качестве.
| |||||||||
 (1)
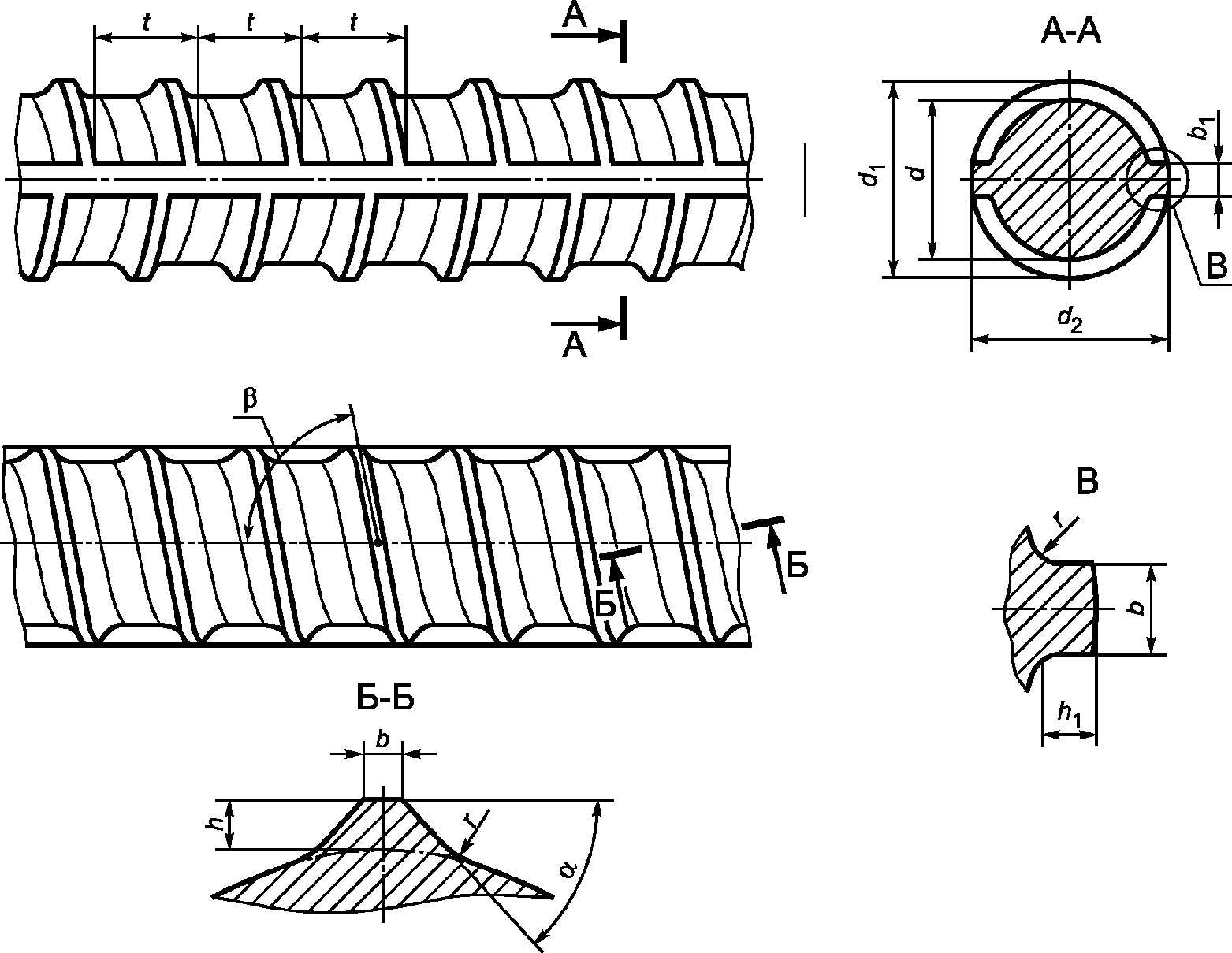
(1)Параметр профиля (рисунки 1 - 4) |
Номинальный диаметр dн, мм |
Форма профилей |
|||
1ф (рисунок 1) |
2ф (рисунок 2) |
3ф (рисунок 3),
4ф (рисунок 4)
|
|||
| Высота поперечных ребер h, мм |
От 4,0 до 10,0 включ.
Св. 10,0 " 22,0 включ.
" 22,0
|
Не менее 0,05dн | Не менее 0,070dн | Не менее 0,05dн | |
| Не менее 0,065dн | |||||
| Не менее 0,060dн | |||||
| Шаг поперечных ребер t, мм | От 4,0 до 10,0 включ. | От 0,55dн до 1,00dн включ. | От 0,55dн до 1,00dн включ. | ||
| Св. 10,0 до 22,0 включ. | От 0,50dн до 1,00dн включ. | ||||
| Св. 22,0 | От 0,45dн до 1,00dн включ. | ||||
| Угол наклона поперечного ребра |
От 4,0 до 40,0 включ. | От 35° до 90° включ. | От 35° до 75° включ. | ||
| Угол наклона боковой поверхности поперечного ребра |
От 4,0 до 40,0 включ. | Не менее 45° | Не менее 45° | ||
| Суммарное расстояние между концами поперечных ребер , мм |
От 4,0 до 40,0 включ. | 2b1 (рисунок 1, разрез А-А или вид В) | Не более  |
||
| Овальность, мм, не более | Повышенной точности (ОВ1) | От 4,0 до 8,0 включ. |
1,0 |
1,0 |
Для проката профиля форм 3ф и 4ф способа производства 3 по таблице 3 - 0,1dн. Для проката профиля 4ф, способов производства 1 и 2 по таблице 3 - аналогично нормам для профиля формы 2ф |
Св. 8,0 " 14,0 " |
1,2 |
1,2 |
|||
" 14,0 " 25,0 " |
1,6 |
1,6 |
|||
" 25,0 |
2,4 |
2,4 |
|||
| Обычной точности (ОВ2) | От 6,0 до 8,0 включ. |
2,2 |
2,2 |
||
Св. 8,0 " 14,0 " |
2,5 |
2,5 |
|||
" 14,0 " 25,0 " |
3,0 |
3,0 |
|||
" 25,0 |
4,2 |
4,2 |
|||
| Относительная площадь смятия поперечных ребер fR, не менее | От 4,0 до 6,0 включ. |
0,039 (Cmin) |
|||
Св. 6,0 " 8,0 " |
0,045 (Cmin) |
||||
" 8,0 " 10,0 " |
0052 (Cmin) |
||||
" 10,0 " 40,0 " |
0,056 (Cmin) |
||||
|
Параметры
Примечания
1 Точность по овальности проката (ОВ1 или ОВ2) оговаривают в заказе. При отсутствии указания в заказе, точность по овальности выбирает изготовитель и указывает в документе о качестве.
2 Cmin - величина, соответствующая нижним границам соответствующих параметров, приведенных в таблицах 2, 5 и 7.
| |||||
Рекомендуемые способы производства проката |
Условия отбора и подготовки проб для проведения испытаний на растяжение и изгиб или изгиб с разгибом |
|
В состоянии поставки (И1) |
После искусственного старения (И2) |
|
| Способ 1.Горячая прокатка гладкого и периодического профиля без контролируемого охлаждения в потоке прокатного стана | + |
- |
| Способ 2.Горячая прокатка периодического профиля с контролируемым охлаждением в потоке прокатного стана | + |
+ |
| Способ 3.Холодная обработка мотков горячекатаного гладкого круглого проката с нанесением периодического профиля | + |
+ |
| Способ 4.Холодная обработка горячекатаного проката периодического профиля | + |
+ |
| Способ 5.Холодная правка и резка проката на прутки при размотке мотков | + |
+ |
Примечание - Знак "-" означает, что условия отбора и подготовки проб (И2) для данного способа производства не применяют, знак "+" - применяют. | ||


 . Способ нагрева образцов устанавливает изготовитель.
. Способ нагрева образцов устанавливает изготовитель.Класс проката |
Массовая доля элементов, %, не более |
|||||||
C |
Si |
Mn |
P |
S |
N |
Cu |
As |
|
А240 |
0,22 |
0,05 - 0,30 |
0,65 |
0,050 |
0,050 |
0,012 |
0,30 |
0,08 |
(0,25) |
(0,03 - 0,33) |
(0,70) |
(0,055) |
(0,055) |
(0,013) |
(0,30) |
(0,08) |
|
А400, А500, А600 |
0,22 |
0,90 |
1,60 |
0,050 |
0,050 |
0,012 |
0,35 |
- |
(0,24) |
(0,95) |
(1,70) |
(0,055) |
(0,055) |
(0,013) |
(0,35) |
||
Ап600, А800, А1000 |
0,32 |
2,40 |
2,30 |
0,040 |
0,040 |
0,012 |
- |
0,08 |
(0,34) |
(2,45) |
(2,35) |
(0,045) |
(0,045) |
(0,013) |
(0,08) |
||
|
Примечания
1 Знак "-" означает, что данный элемент не нормируется и не контролируется.
2 Без скобок указана массовая доля элементов в стали по ковшовой пробе, в скобках - в готовом прокате.
3 В стали, изготовленной скрап-процессом, допускается массовая доля меди (Cu) не более 0,40 (0,40)%, при этом массовая доля углерода (C) должна быть не более 0,20 (0,22)%.
4 Допускается введение в сталь одновременно, по отдельности или в любом сочетании легирующих элементов V, Nb, Mo в количестве до 0,10% каждого элемента при их суммарной массовой доле не более 0,15%, а также других элементов. Массовую долю элементов, в случае их введения в сталь, заносят в документ о качестве.
5 Допускается наличие в стали Al и Ti не более 0,025% каждого элемента.
6 Допускается увеличение в стали массовой доли N на 0,001% при снижении массовой доли P на 0,005%.
7 В стали для проката класса А500, содержащей нитридообразующие элементы, например Al, Ti, V или Nb, массовую долю N не ограничивают.
8 В стали допускается массовая доля N более 0,012%, если массовая доля N не превышает величину азотного эквивалента (Nэкв).
| ||||||||
 должны соответствовать нормам, приведенным в таблице 5.
должны соответствовать нормам, приведенным в таблице 5.Категория пластичности |
Класс проката |
Температура электронагрева, °C |
Предел текучести  , Н/мм2 , Н/мм2 |
Временное сопротивление |
Отношение фактических значений  |
Относительное удлинение, % |
||
 |
||||||||
Cmin | ||||||||
| Стандартная | А240 |
- |
240 |
380 |
- |
25,0 |
- |
- |
А400 |
- |
390 |
590 |
- |
16,0 |
- |
5,0 |
|
А500 |
- |
500 |
600 |
1,05 |
14,0 |
2,0 |
2,5 |
|
А600 |
- |
600 |
700 |
1,05 |
12,0 |
2,0 |
2,5 |
|
| Стандартная | Ап600 |
400 |
600 |
700 |
1,05 |
12,0 |
2,0 |
2,5 |
А800 |
400 |
800 |
1000 |
- |
8,0 |
2,0 |
2,5 |
|
А1000 |
450 |
1000 |
1250 |
- |
7,0 |
2,0 |
2,5 |
|
|
Примечания
1 Знак "-" означает, что характеристика не нормируется и не контролируется.
2 Вид относительного удлинения (
) для проката классов А500, А600, Ап600, А800 и А1000 устанавливается заказчиком в заказе. Если в заказе не предусмотрено, то вид относительного удлинения устанавливает изготовитель и указывает в документе о качестве.3 Для проката класса А400, изготовленного способом 2 по таблице 3, допускается снижение временного сопротивления
4 Для проката класса А500, изготовленного способом 3 по таблице 3, допускается снижение временного сопротивления
 до 1,03. до 1,03.5 Начальный модуль упругости Eн при расчете относительного удлинения (
) при максимальном усилии Pmax принимают равным 2,0·105 Н/мм2. | ||||||||
 ,
,  и обеспеченностью 90% (P = 0,90) при вероятности 90% - для . Оценку гарантированного уровня качества проката проводят при долговременном контроле согласно 8.14.
и обеспеченностью 90% (P = 0,90) при вероятности 90% - для . Оценку гарантированного уровня качества проката проводят при долговременном контроле согласно 8.14.Номинальный диаметр проката dн |
Максимальный диаметр оправки |
| До 16 включ. | 3dн |
| Св. 16 | 6dн |
 сварных соединений при испытании на отрыв, составляющих не менее 90% значений
сварных соединений при испытании на отрыв, составляющих не менее 90% значений  , установленных в таблицах 5 и 7;
, установленных в таблицах 5 и 7;Категория пластичности |
Класс проката |
Предел текучести  , Н/мм2, не менее (Cmin) , Н/мм2, не менее (Cmin) |
Временное сопротивление |
Отношение фактических значений  |
Относительное удлинение, %, не менее (Cmin) |
|
| |
||||||
H |
А400 |
390 |
590 |
Не менее 1,08
(Cmin)
|
16 |
5 |
А500 |
500 |
600 |
||||
А600 |
600 |
700 |
14 |
|||
E |
А400 |
390 |
590 |
1,15 - 1,35
(Cmin - Cmax)
|
16 |
7 |
А500 |
500 |
600 |
||||
А600 |
600 |
700 |
||||
|
Примечания
1 Для проката класса А400, произведенного способом 2 по таблице 3, допускается снижение временного сопротивления
2 Для проката класса А500, произведенного способом 3 по таблице 3, допускается снижение временного сопротивления
3 Cmax - величина, соответствующая верхней границе отношения фактических значений
. | ||||||
Параметр испытаний |
Класс проката |
|
А400 |
А500, А600 |
|
| Число циклов до разрушения | Не менее 2 млн |
|
Максимальное напряжение  , Н/мм2 , Н/мм2 |
270 |
300 |
Амплитуда напряжений  , Н/мм2 , Н/мм2 |
150 |
|
| Частота приложения усилия f, Гц | От 1 до 200 включ. |
|
| Величина свободной (центральной) зоны образца проката, мм | Не менее 140 |
|
 сварных соединений при испытании на отрыв, составляющих не менее 90% значений , установленных в таблице 5.
сварных соединений при испытании на отрыв, составляющих не менее 90% значений , установленных в таблице 5. не должна превышать 4% за 1000 ч при начальном усилии, равном 70% нормируемого минимального значения временного сопротивления по таблице 5.
не должна превышать 4% за 1000 ч при начальном усилии, равном 70% нормируемого минимального значения временного сопротивления по таблице 5. должен быть не менее 85% от нормируемого минимального значения предела текучести
должен быть не менее 85% от нормируемого минимального значения предела текучести  по таблице 5.
по таблице 5.Контролируемый параметр |
Количество проб [прутков (мотков) или образцов] от партии на каждый вид испытаний, не менее |
|
Приемка по гарантированным браковочным значениям |
Оценка уровня качества при долговременном контроле |
|
| Химический состав, углеродный эквивалент | Одна проба от плавки или по одной пробе от каждой плавки, входящей в сборную плавку | Две пробы от плавки или по две пробы от каждой плавки, входящей в сборную плавку |
| Масса 1 м длины проката | 1 |
2 |
| Качество поверхности | Не менее 5% прутков или мотков | Не проводится |
| Кривизна прутков | Не менее 5% прутков | Не проводится |
| Геометрия поверхности (профиля) | 1 |
2 |
| Предел текучести , временное сопротивление |
1 |
2 |
| Отношение фактических значений |
1 |
2 |
| Относительное удлинение |
1 |
2 |
Условный предел упругости  |
1 |
2 |
| Релаксация напряжений при растяжении | 1 |
2 |
| Изгиб или изгиб с разгибом | 1 |
2 |
|
При включении в протокол испытаний результатов долговременного контроля уровня качества (входят пробы приемки по гарантированным браковочным значениям).
Измерения и испытания осуществляют минимум на одном образце, отобранном от каждых 70 т поставляемой партии, но не более чем на трех образцах от всей партии.
Для контроля геометрических параметров профиля формы 3ф пробы отбирают от 10% общего количества мотков (пачек) в партии, но не менее чем от трех мотков (пачек).
| ||
, , ) на соответствие таблице 5 или 7 должны соотноситься с нормативными значениями (Cmin) как нижним пределом значений по формуле: и , , таблицы 7 должны соотноситься с нормативными значениями (Cmax): все отдельные значения "X" ниже или равны указанной характеристике (Cmax). , и ) проката партии, нескольких партий и всего объема производства за установленный период времени по результатам единичных испытаний. , , и и P = 0,90 для ), рассчитанные по формулам 3 и 4, не выходят за нижние (минимальные Cmin) или верхние (максимальные Cmax) значения параметров, установленных в таблицах 5 и 7. , , ) должны удовлетворяться следующие требования: и ); ));
, таблицы 7 должны соотноситься с нормативными значениями (Cmax): все отдельные значения "X" ниже или равны указанной характеристике (Cmax). , и ) проката партии, нескольких партий и всего объема производства за установленный период времени по результатам единичных испытаний. , , и и P = 0,90 для ), рассчитанные по формулам 3 и 4, не выходят за нижние (минимальные Cmin) или верхние (максимальные Cmax) значения параметров, установленных в таблицах 5 и 7. , , ) должны удовлетворяться следующие требования: и ); ));n |
k |
n |
k |
n |
k |
n |
k |
5 |
3,40 |
13 |
2,40 |
30 |
2,08 |
150 |
1,82 |
6 |
3,09 |
14 |
2,36 |
40 |
2,01 |
200 |
1,79 |
7 |
2,89 |
15 |
2,33 |
50 |
1,97 |
250 |
1,78 |
8 |
2,75 |
16 |
2,30 |
60 |
1,93 |
300 |
1,77 |
9 |
2,65 |
17 |
2,27 |
70 |
1,90 |
400 |
1,75 |
10 |
2,57 |
18 |
2,25 |
80 |
1,89 |
500 |
1,75 |
11 |
2,50 |
19 |
2,23 |
90 |
1,87 |
1000 |
1,71 |
12 |
2,45 |
20 |
2,21 |
100 |
1,86 |
1,64 |
n |
k |
n |
k |
n |
k |
n |
k |
5 |
2,74 |
13 |
1,93 |
30 |
1,66 |
150 |
1,43 |
6 |
2,49 |
14 |
1,90 |
40 |
1,60 |
200 |
1,41 |
7 |
2,33 |
15 |
1,87 |
50 |
1,56 |
250 |
1,40 |
8 |
2,22 |
16 |
1,84 |
60 |
1,53 |
300 |
1,39 |
9 |
2,13 |
17 |
1,82 |
70 |
1,51 |
400 |
1,37 |
10 |
2,07 |
18 |
1,80 |
80 |
1,49 |
500 |
1,36 |
11 |
2,01 |
19 |
1,78 |
90 |
1,48 |
1000 |
1,34 |
12 |
1,97 |
20 |
1,77 |
100 |
1,47 |
1,28 |
и и ) не соответствуют 8.14.4, то изготовитель обязан принять все необходимые технические, технологические или другие меры по устранению причин получения неудовлетворительных результатов. );
); ; к физическому
; к физическому  или условному пределу текучести [ ];
или условному пределу текучести [ ]; ;
; или полное относительное удлинение
или полное относительное удлинение  при максимальной нагрузке; , , ) - в документе о качестве не приводить;
при максимальной нагрузке; , , ) - в документе о качестве не приводить; , исходя из напряжения, при котором остаточная деформация составляет 0,2%. для проката используют номинальную площадь поперечного сечения, приведенную в таблице 1.
, исходя из напряжения, при котором остаточная деформация составляет 0,2%. для проката используют номинальную площадь поперечного сечения, приведенную в таблице 1. при растяжении - в соответствии с ГОСТ 12004.
при растяжении - в соответствии с ГОСТ 12004.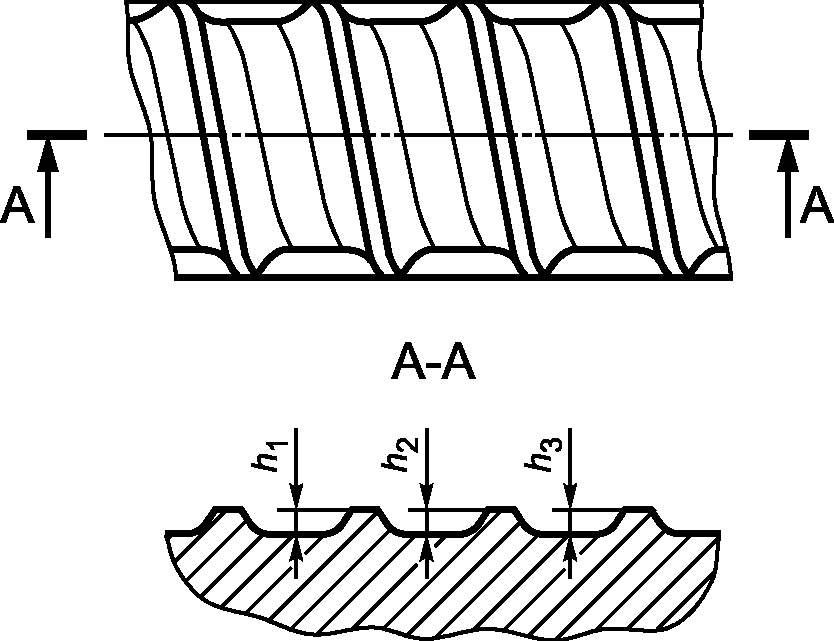
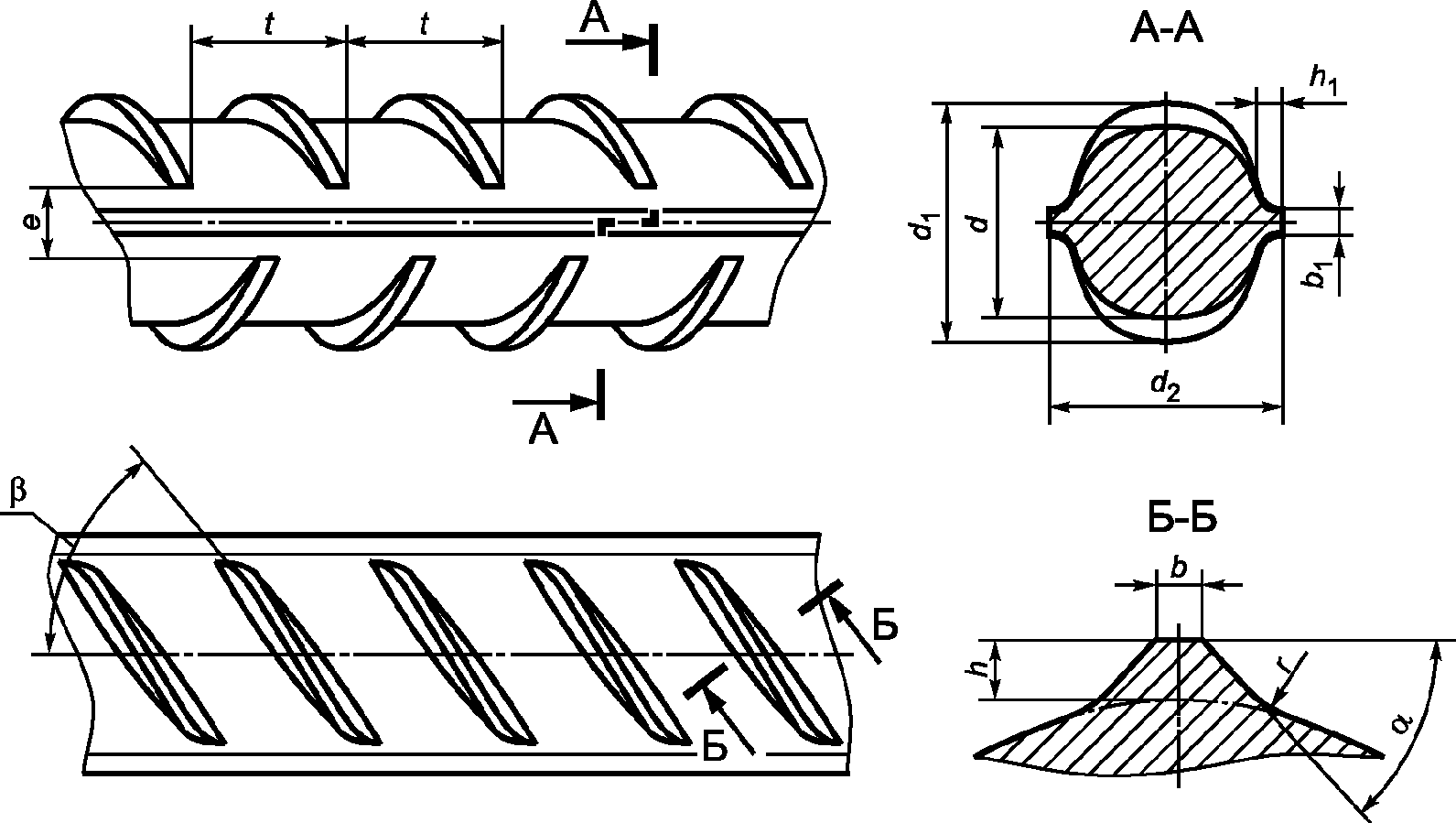
 определяют как среднеарифметическое значение не менее трех измерений ширины продольного ребра 2·b1 для профиля формы 1ф, 2·e - для профиля формы 2ф, 3·e - для профиля формы 3ф и 4·e - для профиля формы 4ф.
определяют как среднеарифметическое значение не менее трех измерений ширины продольного ребра 2·b1 для профиля формы 1ф, 2·e - для профиля формы 2ф, 3·e - для профиля формы 3ф и 4·e - для профиля формы 4ф. (А.1)
(А.1) и
и  );
); (А.2)
(А.2)
 (А.3)
(А.3) (А.4)
(А.4)
 допускается вычислять по формуле А.5 (см. рисунок А.4)
допускается вычислять по формуле А.5 (см. рисунок А.4) (А.5)
(А.5) , мм;
, мм; допускается вычислять по формуле А.6 (см. рисунок А.5)
допускается вычислять по формуле А.6 (см. рисунок А.5) (А.6)
(А.6) , , fR по другим формулам, согласованным между изготовителем и заказчиком. В этом случае информацию об использованных формулах изготовитель обязан включать в документ о качестве.
, , fR по другим формулам, согласованным между изготовителем и заказчиком. В этом случае информацию об использованных формулах изготовитель обязан включать в документ о качестве.Номинальный диаметр проката dн, мм |
Параметр периодического профиля |
||||||||||||
d, мм |
h, мм |
d1, d2, мм |
t, мм |
b, мм, не менее |
b1, мм |
h1, мм |
|||||||
номинальный |
предельное отклонение |
номинальная |
предельное отклонение |
номинальный |
предельное отклонение, % |
min |
max |
||||||
6 |
5,75 |
+0,3
-0,5
|
0,5 |
+/- 0,25 |
6,75 |
5 |
+/-15 |
0,5 |
1 |
0,5 |
45° |
35° |
90° |
8 |
7,5 |
0,75 |
9 |
7 |
0,75 |
1,25 |
0,75 |
||||||
10 |
9,3 |
1 |
+/- 0,5 |
11,3 |
8 |
1 |
1,5 |
1 |
|||||
12 |
11 |
1,25 |
13,5 |
8 |
1 |
2 |
1,25 |
||||||
14 |
13 |
1,25 |
15,5 |
12 |
1 |
2 |
1,25 |
||||||
16 |
15 |
1,5 |
18 |
14 |
1,5 |
2 |
1,5 |
||||||
18 |
17 |
1,5 |
20 |
14 |
1,5 |
2 |
1,5 |
||||||
20 |
19 |
1,5 |
22 |
16 |
1,5 |
2 |
1,5 |
||||||
22 |
21 |
+0,4
-0,5
|
1,5 |
24 |
18 |
1,5 |
2 |
1,5 |
|||||
25 |
24 |
1,5 |
27 |
20 |
1,5 |
2 |
1,5 |
||||||
28 |
26,5 |
+0,4
-0,7
|
2 |
+/- 0,7 |
30,5 |
20 |
1,5 |
2,5 |
2 |
||||
32 |
30,5 |
2 |
34,5 |
20 |
2 |
3 |
2 |
||||||
36 |
34,5 |
2,5 |
39,5 |
24 |
2 |
3 |
2,5 |
||||||
40 |
38,5 |
2,5 |
43,5 |
24 |
2 |
3 |
2,5 |
||||||
Номинальный диаметр проката dн, мм |
Параметр периодического профиля |
||||||||||
d, мм |
h, мм, не менее |
d1, d2, мм |
t, мм |
b, мм, не менее |
e, мм, не более |
||||||
номинальный |
предельное отклонение |
номинальный |
предельное отклонение, % |
min |
max |
||||||
6 |
5,8 |
+0,3
-0,5
|
0,4 |
7,0 |
4 |
+/- 15 |
0,6 |
1,9 |
45° |
35° |
75° |
8 |
7,7 |
0,6 |
9,3 |
5 |
0,8 |
2,5 |
|||||
10 |
9,5 |
0,8 |
11,5 |
6 |
1,0 |
3,1 |
|||||
12 |
11,3 |
1,0 |
13,7 |
7 |
1,2 |
3,8 |
|||||
14 |
13,3 |
1,1 |
15,9 |
8 |
1,4 |
4,4 |
|||||
16 |
15,2 |
1,2 |
18,0 |
9 |
1,6 |
5,0 |
|||||
18 |
17,1 |
1,3 |
20,1 |
10 |
1,8 |
5,6 |
|||||
20 |
19,1 |
1,4 |
22,3 |
11 |
2,0 |
6,3 |
|||||
22 |
21,1 |
+0,4
-0,5
|
1,5 |
24,5 |
12 |
2,2 |
6,9 |
||||
25 |
24,1 |
1,7 |
27,7 |
13 |
2,5 |
7,9 |
|||||
28 |
27,0 |
+0,4
-0,7
|
1,9 |
31,0 |
15 |
2,8 |
8,8 |
||||
32 |
30,7 |
2,2 |
35,1 |
16 |
3,2 |
10,0 |
|||||
36 |
34,5 |
2,4 |
39,5 |
18 |
3,6 |
11,3 |
|||||
40 |
38,4 |
2,7 |
43,8 |
20 |
4,0 |
12,5 |
|||||
Номинальный диаметр проката dн, мм |
Параметр периодического профиля |
|||||||||
h, мм, не менее |
di, мм |
t, мм |
b, мм, не менее |
e, мм, не более |
||||||
номинальный |
предельное отклонение |
номинальный |
предельное отклонение, % |
min |
max |
|||||
4 |
0,30 |
4,1 |
+/- 0,2 |
3 |
+/-15 |
0,3 |
1,0 |
45° |
35° |
75° |
4,5 |
0,34 |
4,6 |
3 |
0,3 |
1,1 |
|||||
5 |
0,36 |
5,1 |
+/- 0,25 |
3,5 |
0,35 |
1,2 |
||||
5,5 |
0,36 |
5,7 |
3,5 |
0,35 |
1,4 |
|||||
6 |
0,40 |
6,2 |
+/- 0,3 |
4,5 |
0,4 |
1,5 |
||||
6,5 |
0,40 |
6,7 |
4,5 |
0,4 |
1,6 |
|||||
7,0 |
0,46 |
7,3 |
5 |
0,5 |
1,8 |
|||||
7,5 |
0,46 |
7,8 |
5 |
0,5 |
1,9 |
|||||
8,0 |
0,56 |
8,3 |
+/- 0,4 |
6 |
0,6 |
2,0 |
||||
8,5 |
0,56 |
8,9 |
6 |
0,6 |
2,2 |
|||||
9,0 |
0,60 |
9,4 |
6 |
0,8 |
2,3 |
|||||
9,5 |
0,60 |
9,9 |
6 |
0,8 |
2,4 |
|||||
10,0 |
0,65 |
10,5 |
+/- 0,5 |
7 |
0,8 |
2,5 |
||||
11,0 |
0,80 |
11,6 |
8 |
1,0 |
2,8 |
|||||
12,0 |
0,90 |
12,6 |
+/- 0,6 |
8 |
1,2 |
3,0 |
||||
Номинальный диаметр проката dн, мм |
Параметр периодического профиля |
|||||||||
h, мм, не менее |
d1, d2, мм |
t, мм |
b, мм, не менее |
e, мм, не более |
||||||
номинальный |
предельное отклонение |
номинальный |
предельное отклонение, % |
min |
max |
|||||
4,0 |
0,32 |
4,23 |
+/- 0,2 |
4 |
+/- 15 |
0,4 |
0,75 |
45° |
35° |
75° |
4,5 |
0,33 |
4,72 |
4 |
0,4 |
0,85 |
|||||
5,0 |
0,36 |
5,24 |
+/- 0,25 |
4 |
0,4 |
0,95 |
||||
5,5 |
0,43 |
5,81 |
5 |
0,5 |
1,05 |
|||||
6,0 |
0,44 |
6,31 |
+/- 0,3 |
5 |
0,6 |
1,15 |
||||
6,5 |
0,50 |
6,86 |
5 |
0,6 |
1,25 |
|||||
7,0 |
0,51 |
7,35 |
5 |
0,6 |
1,35 |
|||||
7,5 |
0,59 |
7,92 |
6 |
0,6 |
1,45 |
|||||
8,0 |
0,60 |
8,41 |
+/- 0,4 |
6 |
0,6 |
1,50 |
||||
8,5 |
0,68 |
8,98 |
6 |
0,6 |
1,65 |
|||||
9,0 |
0,76 |
9,55 |
7 |
0,7 |
1,75 |
|||||
9,5 |
0,78 |
10,05 |
7 |
0,7 |
1,85 |
|||||
10,0 |
0,79 |
10,55 |
+/- 0,5 |
7 |
0,8 |
1,90 |
||||
11,0 |
0,98 |
11,74 |
8,5 |
0,9 |
2,15 |
|||||
12,0 |
1,00 |
12,72 |
+/- 0,6 |
8,5 |
1,2 |
2,30 |
||||
13,0 |
1,15 |
13,84 |
10 |
1,2 |
2,55 |
|||||
14,0 |
1,20 |
14,84 |
+/- 0,7 |
10 |
1,2 |
2,70 |
||||
15,0 |
1,24 |
15,98 |
10 |
1,2 |
2,90 |
|||||
16,0 |
1,30 |
17,00 |
+/- 0,8 |
12 |
1,4 |
3,10 |
||||
18,0 |
1,40 |
19,20 |
12 |
1,4 |
3,50 |
|||||
 ;
;


 и разгиба
и разгиба  измеряют перед освобождением от нагрузки.
измеряют перед освобождением от нагрузки.Номинальный диаметр dн |
Максимальный диаметр оправки D |
| До 16 включ. | 5dн |
| Св. 16 до 25 включ. | 8dн |
| Св. 25 до 50 | 10dн |
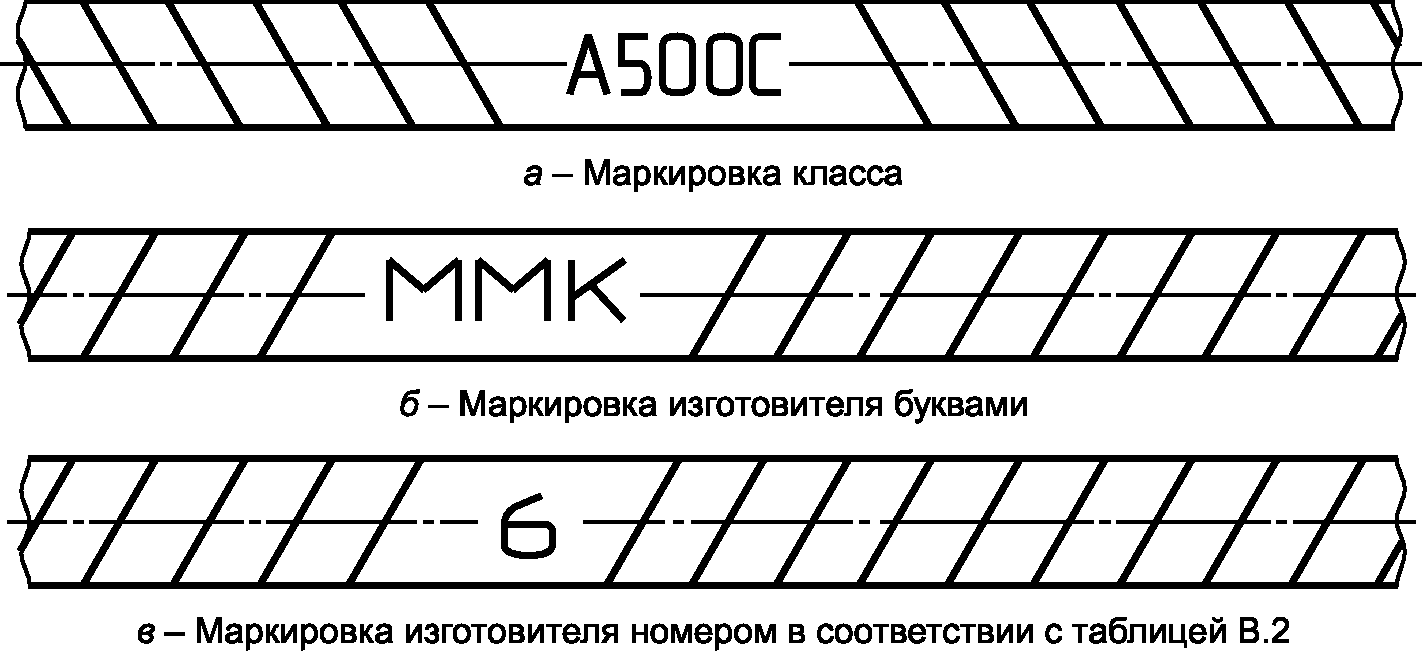


Класс проката |
Количество ребер для маркировки классов |
Класс проката |
Количество ребер для маркировки классов |
А400 |
1 |
Ап600 |
4 |
А500 |
2 |
А800 |
5 |
А600 |
3 |
А1000 |
6 |
Наименование изготовителя |
Аббревиатура изготовителя |
Номер для маркировки изготовителя |
| ПАО "Северсталь" | - |
1 |
| ОАО "Челябинский металлургический комбинат" | ЧМК |
2 |
| ОАО "Западно-Сибирский металлургический комбинат" | ЗСМК |
3 |
| ОАО "Белорусский металлургический завод - управляющая компания холдинга "Белорусская металлургическая компания" | - |
4 |
| ОАО "Чусовской металлургический завод" | - |
5 |
| ОАО "Магнитогорский металлургический комбинат" | ММК |
6 |
| ОАО "Амурметалл" | - |
7 |
| ОАО "Оскольский электрометаллургический комбинат" | ОЭМК |
8 |
| ОАО "Сулинский металлургический завод" | - |
9 |
| ОАО "Магнитогорский метизно-калибровочный завод "ММК-МЕТИЗ" (ОАО "ММК-МЕТИЗ") | ММК-МЕТИЗ |
10 |
| ОАО "Салдинский металлургический завод" | - |
11 |
| ОАО "Слуцкий металлургический завод" | - |
12 |
| ОАО "Нижнесергинский метизно-металлургический завод" | - |
13 |
| ОАО "Петровск-Забайкальский металлургический завод" | - |
14 |
| ОАО "Ревякинский металлопрокатный завод" | - |
15 |
| ОАО "Ижсталь" | - |
16 |
| ОАО "Белорецкий металлургический комбинат" | - |
17 |
| ПАО "Днепровский металлургический комбинат им. Ф.Э. Дзержинского" | ДМКД |
18 |
| ОАО Металлургический завод "Электросталь" | - |
19 |
| Филиал "Орловский" ОАО "Северсталь-метиз" | - |
20 |
| ОАО "Северсталь-метиз" (г. Череповец) | - |
21 |
| ОАО "Моспромжелезобетон" | - |
22 |
| ЗАО НПО "Армстройметиз" | - |
23 |
| ООО "Производственный комплекс А и М" | - |
24 |
| ОАО "Металлургический завод им. А.К. Серова" | СМЗ |
25 |
| ООО "ТУЛАЧЕРМЕТ-СТАЛЬ" | - |
26 |
| ООО "Текс Плюс" | - |
29 |
| ООО "Центрметалл - Метизы" | - |
31 |
| ГУП г. Москвы "Литейно-прокатный завод" | - |
33 |
| ООО "Абинский Электрометаллургический завод" | - |
34 |
| ООО "Мечел-Сервис" | - |
35 |
| ООО "РЭМЗ" (Ростовский электрометаллургический завод) | - |
36 |
| ООО "НЛМК-Калуга" | НЛМК |
37 |
| Филиал ООО "УГМК-Сталь" в г. Тюмени - "МЗ "Электросталь Тюмени" | ЭСТ |
38 |
| ООО "Став-Сталь" | - |
39 |
| АО "НЛМК-Урал" | - |
923 |
Номер изготовителя |
Маркировка |
1 |
 |
12 |
 |
Номер изготовителя |
Маркировка |
1 |
 |
12 |
 |
Способ сварки |
Номинальный диаметр проката dн, мм |
Количество образцов для испытаний на |
|||
растяжение |
срез |
отрыв |
изгиб |
||
| Ручная дуговая сварка протяженными швами внахлестку | 10 - 25 |
6 |
- |
- |
- |
| Ванно-шовная сварка на стальной скобе-накладке | 20 - 40 |
6 |
- |
- |
- |
| Ручная дуговая сварка прихватками крестообразных соединений | 10 - 40 |
6 |
- |
- |
3 |
| Контактно-точечная сварка | 6 - 40 |
6 |
3 |
- |
3 |
| Контактная стыковая сварка | 4 - 40 |
6 |
- |
- |
- |
| Дуговая сварка под флюсом тавровых соединений | 8 - 22 |
- |
- |
6 |
3 |
| Примечание - Знак "-" означает, что испытание не проводят. | |||||
 ,
, - предел текучести проката (в соответствии с таблицами 5 или 7);
- предел текучести проката (в соответствии с таблицами 5 или 7);


 , при осевом растяжении на действие повторяющейся (пульсирующей) нагрузки, характеризуемой следующими параметрами в соответствии с рисунком Е.1:
, при осевом растяжении на действие повторяющейся (пульсирующей) нагрузки, характеризуемой следующими параметрами в соответствии с рисунком Е.1: (Е.1)
(Е.1) (Е.2)
(Е.2) (Е.3)
(Е.3) и
и  принимают по таблице 8.
принимают по таблице 8.

 (по таблицам 5, 7).
(по таблицам 5, 7). (Ж.1)
(Ж.1) (Ж.2)
(Ж.2) (Ж.3)
(Ж.3) (Ж.4)
(Ж.4)| [1] | Директива 2000/53/ЕС | Директива Совета Европейского союза 2000/53/ЕС от 18 сентября 2000 г. "Об отработавших транспортных средствах" (определение термина "энергетическая утилизация") (Council Directive 2000/53/EC of 18 September 2000 on end-of-life vehicles (definition of energy recovery) |