Действующий

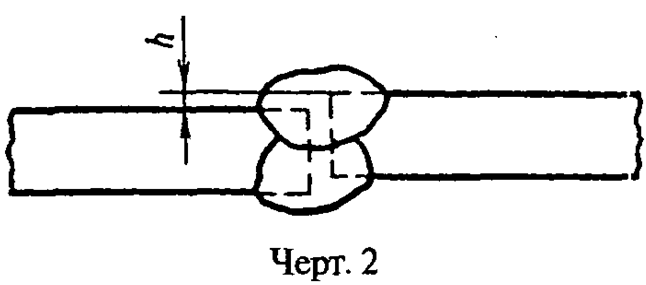
Несовпадение плоскости листов h в стыковых соединениях (черт. 2) не должно превышать 15% от толщины листа, но не более 4 мм.
2.9. Термическая обработка, если она оговорена нормативно-технической документацией, проводится до чистовой обработки образцов. Термической обработке могут подвергаться пробы, контрольные соединения или вырезанные из них заготовки для образцов. В случае нормализации или закалки термическая обработка заготовок для образцов не допускается.
Термическую обработку контрольных соединений или заготовок для образцов предпочтительно совмещать с термической обработкой контролируемого изделия. Порядок проведения термической обработки при изготовлении образцов из материалов с  более 1000 МПа (100
более 1000 МПа (100  ) оговаривается нормативно-технической документацией.
) оговаривается нормативно-технической документацией.
2.10. Клеймение проб, контрольных соединений и готовых образцов можно производить любым способом так, чтобы клеймо располагалось вне рабочей части образца и сохранялось на нем после испытания.
3.1. Образцы, имеющие отступления от чертежных размеров по чистоте обработки, а также механические повреждения в рабочей части, к испытаниям не допускаются и заменяются таким же числом новых образцов, изготовленных из той же пробы или контрольного соединения. Если размеры пробы или контрольного соединения исключают возможность изготовления новых образцов, производят вырезку новой пробы или сварку нового контрольного соединения.
При соответствии результатов механических испытаний требованиям стандартов или другой технической документации, во всех случаях, кроме арбитражных испытаний, допускается использование образцов с более низким классом шероховатости поверхности.
3.2. Если нет других указаний в стандартах или другой технической документации, то испытания по разд. 4, 8 и 9 проводят не менее чем на двух образцах; по разд. 5, 6 и 10 - не менее чем на трех образцах; по разд. 7 - не менее чем на четырех точках для каждого участка сварного соединения. Если размеры сварного соединения исключают возможность размещения четырех точек, то допускается уменьшать их количество в соответствии с реальными возможностями.
3.3. Результаты по всем видам испытаний определяют как среднее арифметическое результатов, полученных при испытании всех образцов. Если нет указаний в соответствующих стандартах или другой технической документации, то для всех видов испытаний, кроме испытаний на статический изгиб и при измерении твердости, допускается снижение результатов испытаний для одного образца на 10% ниже нормативного требования, если средний арифметический результат отвечает нормативным требованиям. Допускаемое снижение результатов испытания образцов на статический изгиб и при измерении твердости должно оговариваться в соответствующих стандартах или другой технической документации. При испытании на ударный изгиб допускаемое снижение ниже нормативных требований устанавливается не более 5  (0,5
(0,5  ).
).
3.4. Испытания, предусмотренные разд. 7-10, проводят при нормальной температуре, равной ( )°С
)°С  К. Температура образца принимается равной температуре помещения, в котором проводят испытания. Испытания, предусмотренные разд. 4-6, проводят при нормальной температуре или по требованию, оговоренному в соответствующих стандартах или другой технической документации, при повышенных или пониженных температурах. При испытании при пониженной или повышенной температурах температуру образца принимают равной температуре среды, в которой проводят нагрев или охлаждение. Допускается определение температуры на образцах-свидетелях.
К. Температура образца принимается равной температуре помещения, в котором проводят испытания. Испытания, предусмотренные разд. 4-6, проводят при нормальной температуре или по требованию, оговоренному в соответствующих стандартах или другой технической документации, при повышенных или пониженных температурах. При испытании при пониженной или повышенной температурах температуру образца принимают равной температуре среды, в которой проводят нагрев или охлаждение. Допускается определение температуры на образцах-свидетелях.
3.5. Результаты испытаний считают неудовлетворительными, если не выполняются требования п. 3.3 или в изломе образца, или на его поверхности выявлены кристаллизационные или холодные трещины (кроме тех случаев, когда наличие трещин допускается соответствующей нормативно-технической документацией). При неудовлетворительных результатах испытания повторяют на удвоенном количестве образцов. Если в изломе образца, результаты испытания которого считаются неудовлетворительными, обнаружены дефекты основного металла или сварного соединения (кроме трещин), он исключается из оценки и заменяется одним новым образцом.
Общие результаты испытаний определяют по показаниям, полученными при повторных испытаниях. Результаты повторных испытаний являются окончательными.
3.6. Методика определения размеров образцов, требования, предъявляемые к оборудованию для испытаний, условия проведения испытаний и подсчет результатов должны соответствовать; при испытании на статическое растяжение при комнатной температуре - ГОСТ 1497-84, при пониженных температурах - ГОСТ 11150-84, при повышенных температурах - ГОСТ 9651-84;
Другие требования к условиям проведения испытаний, определению размеров образцов, оборудованию для испытаний и подсчету результатов должны оговариваться стандартом или другой технической документацией.
обозначение настоящего стандарта, толщину и марку основного металла, способ сварки, тип соединения, вид термической обработки (если она выполняется), индекс образца (по клейму), тип образца, место его отбора, результаты данного вида испытаний всех образцов, наличие дефектов в изломе образца, при испытании сварных соединений - место разрушения (по металлу шва, по металлу зоны термического влияния, по основному металлу). Для испытаний, проводимых по разд. 4-6, дополнительно указывают температуру испытания; по разд. 5 и 6 - максимальную энергию копра; по разд. 7 - схему расположения точек замера твердости.
4. Испытание металла различных участков сварного соединения и наплавленного металла на статическое (кратковременное) растяжение
4.1. При испытании металла на статическое (кратковременное) растяжение определяют следующие характеристики механических свойств:
Испытания проводят для металла шва, металла различных участков зоны термического влияния наплавленного металла при всех видах сварки плавлением.
4.2. Форма и размеры образцов, применяемых для испытания, должны соответствовать черт. 3 или 4 и табл. 1.
4.3. Для испытаний, проводимых при нормальной или пониженной температуре, применяют образцы всех типов. При испытании при повышенной температуре применяют образцы типов IV и V.
4.4. Допускается применение пропорциональных коротких цилиндрических образцов другого диаметра или типа по ГОСТ 1497-84.



4.5. При испытании при повышенных температурах по требованию, оговоренному в стандарте или другой технической документации, допускается применение пропорциональных длинных цилиндрических образцов N 2 и 3 по ГОСТ 9651-84.
При наличии соответствующих приспособлений допускается применение образцов типов I, II и III для испытаний при повышенных температурах.
4.6. Рабочее сечения образцов всех типов должно полностью состоять из металла испытуемого участка. В головках образца допускается наличие металла других участков сварного соединения. На поверхности головки допускается наличие одной или двух (параллельных) лысок, а также наличие необработанной поверхности шва или основного металла.
Размеры головки в месте лыски должны быть: для образцов типов I, II и III - не менее  ; для образцов типов IV и V - не менее d.
; для образцов типов IV и V - не менее d.
4.7. Разметку места вырезки образцов производят по макрошлифам, изготовленным на торцах заготовки в соответствии с данными табл. 2 и 3. Все образцы располагают вдоль продольной оси испытываемого участка.
При испытании металла шва и наплавленного металла с сечением, превышающим сечение головки образца, разрешается производить разметку места вырезки образцов без травления заготовки по внешним очертаниям шва с соблюдением требований табл. 2 и 3.



