Действующий
а) испытании металла различных участков сварного соединения и наплавленного металла на статическое (кратковременное) растяжение;
б) испытании металла различных участков сварного соединения и наплавленного металла на ударный изгиб (на надрезанных образцах);
в) испытании металла различных участков сварного соединения на стойкость против механического старения;
1.2. Стандарт распространяется на испытания, проводимые при определении качества продукции и сварочных материалов, пригодности способов и режимов сварки, при установлении квалификации сварщиков и показателей свариваемости металлов и сплавов.
1.3. Виды испытаний, типы образца и применение метода предусматриваются в стандартах и технических условиях на продукцию, устанавливающих технические требования на нее.
1.4. Допускается применять образцы и методы испытаний по международным стандартам ИСО 4136, ИСО 5173, ИСО 5177, приведенным в приложениях 1, 2, 3.
2.1. Образцы для испытаний отбирают из проб, вырезанных непосредственно из контролируемой конструкции или от специально сваренных для проведения испытаний контрольных соединений.
2.2. Если форма сварного соединения исключает возможность изготовления образцов данного типа (детали сложной конфигурации, трубы и др.), то образцы могут быть отобраны от специально сваренных плоских контрольных соединений.
2.3. При выполнении контрольных соединений характер подготовки под сварку, марка и толщина основного металла, марки сварочных материалов, положение шва в пространстве, начальная температура основного металла, режим сварки и термической обработки должны полностью отвечать условиям изготовления контролируемого изделия или особому назначению испытания.
Сварку контрольных соединений, предназначенных для испытания сварочных материалов (электродов, сварочных проволок, присадочных прутков, флюсов и др.), если нет специальных требований, производят с остыванием между наложением отдельных слоев. Температура, до которой должен остывать металл, устанавливается стандартом или другой технической документацией.
2.4. Размеры пластин для изготовления контрольных соединений определяются требованиями, указанными ниже.
2.4.1. Для контрольных соединений, выполняемых дуговой, электрошлаковой и газовой сваркой из плоских элементов, ширина каждой свариваемой пластины, если нет иных указаний в стандартах или другой технической документации, должна быть не менее:

Ширина контрольного соединения, выполненного из круглого или фасонного проката, должна быть не менее двух диаметров или ширин элементов.
2.4.2. Длина свариваемых кромок пластин определяется размерами и количеством подлежащих изготовлению образцов с учетом повторных испытаний, припусков на ширину реза и последующую обработку и с добавлением длины неиспользуемых участков шва. Размеры неиспользуемых участков принимают равными:
при ручной дуговой сварке покрытыми электродами и газовой сварке - не менее 20 мм в начале и не менее 30 мм в конце шва;
при автоматической и полуавтоматической сварке с любым типом защиты, кроме флюса, при толщине металла до 10 мм - не менее 15 мм в начале и не менее 30 мм в конце шва, а при толщине металла более 10 мм - не менее 30 мм в начале и не менее 50 мм в конце шва;
при автоматической и полуавтоматической дуговой сварке под флюсом на токе до 1000 А, при электрошлаковой сварке и дуговой сварке с принудительным формированием - не менее 40 мм в начале и не менее 70 мм в конце шва;
при автоматической сварке под флюсом на токе более 1000 А - не менее 60 мм в начале шва. Длину неиспользуемого участка в конце шва для этого случая принимают равной длине кратера шва (участок, имеющий неполное сечение).
2.4.3. Размеры пластин для контрольных соединений, выполняемых способами сварки, не указанными в п. 2.4.1, устанавливаются соответствующими техническими условиями.
В случаях сварки пластин с применением приставных планок для вывода начала и конца шва можно отбирать образцы по всей длине контрольного соединения. Приставные планки изготавливают из того же материала, что и пластины.
2.5. Размеры проб, вырезаемых из контролируемой конструкции, определяются количеством и размерами образцов.
При кислородной вырезке проб их размеры определяют с учетом припуска на последующую механическую обработку, обеспечивающую отсутствие металла, подвергшегося термическому влиянию при резке в рабочей части образцов.
2.6. Вырезку заготовок для образцов из проб и контрольных соединений рекомендуется выполнять на металлорежущих станках. Допускается вырезать заготовки на ножницах, штампах, кислородной, электродуговой, анодно-механической и другими методами резки.
Припуск на величину заготовки, при котором обеспечивается отсутствие в рабочей части образца металла с измененными в результате резки свойствами, назначается в зависимости от метода резки. Минимальное значение припуска должно быть:
при толщине металла до 10 мм: кислородная и плазменная резка - 3 мм, механическая, в том числе анодно-механическая резка, - 2 мм;
при толщине металла более 10 до 30 мм: кислородная резка - 4 мм, плазменная резка - 5 мм, механическая, в том числе анодно-механическая резка, - 3 мм;
при толщине металла более 30 до 50 мм: кислородная резка - 5 мм, плазменная резка - 7 мм, механическая, в том числе анодно-механическая, - 3 мм;
при толщине металла более 50 мм: кислородная резка - 6 мм, плазменная резка - 10 мм, механическая, в том числе анодно-механическая, - 3 мм.
При вырезке заготовок для образцов из металла, в котором под воздействием резки не изменяются свойства в рабочей части образца, допускается уменьшение указанных выше припусков, но не более чем в два раза.
Величина припуска для способов резки, не перечисленных выше, должна быть указана в нормативно-технической документации на данный вид продукции или на метод отбора проб.
При изготовлении образцов необходимо принимать меры, исключающие возможность изменения свойств металла в результате нагрева или наклепа, возникающих при механической обработке.
2.7. На пробах, контрольных соединениях и заготовках из листов проката и труб следует указывать направление прокатки основного металла по отношению к шву.
2.8. Правка контрольного соединения или пробы, отбираемой от контролируемой конструкции, не допускается. Разрешается править готовые образцы вне их рабочей части. При испытании сварных соединений из труб допустимость правки образцов оговаривается стандартами или другой технической документацией.
Если нет иных указаний в стандартах или другой технической документации, то стрела прогиба f на длине 200 мм (черт. 1) не должна превышать 10% от толщины металла, но не более 4 мм.

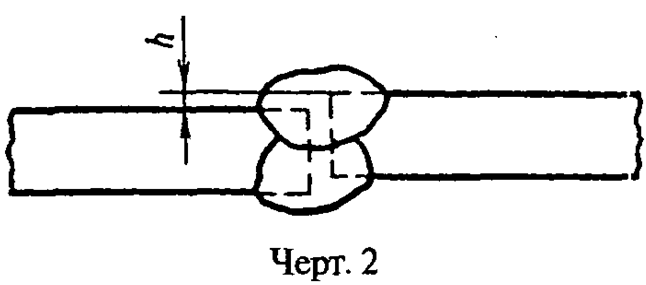
Несовпадение плоскости листов h в стыковых соединениях (черт. 2) не должно превышать 15% от толщины листа, но не более 4 мм.
2.9. Термическая обработка, если она оговорена нормативно-технической документацией, проводится до чистовой обработки образцов. Термической обработке могут подвергаться пробы, контрольные соединения или вырезанные из них заготовки для образцов. В случае нормализации или закалки термическая обработка заготовок для образцов не допускается.
Термическую обработку контрольных соединений или заготовок для образцов предпочтительно совмещать с термической обработкой контролируемого изделия. Порядок проведения термической обработки при изготовлении образцов из материалов с  более 1000 МПа (100
более 1000 МПа (100  ) оговаривается нормативно-технической документацией.
) оговаривается нормативно-технической документацией.
2.10. Клеймение проб, контрольных соединений и готовых образцов можно производить любым способом так, чтобы клеймо располагалось вне рабочей части образца и сохранялось на нем после испытания.
3.1. Образцы, имеющие отступления от чертежных размеров по чистоте обработки, а также механические повреждения в рабочей части, к испытаниям не допускаются и заменяются таким же числом новых образцов, изготовленных из той же пробы или контрольного соединения. Если размеры пробы или контрольного соединения исключают возможность изготовления новых образцов, производят вырезку новой пробы или сварку нового контрольного соединения.