Действующий

4.1. Припуск на механическую обработку включает основной, а также дополнительные припуски, учитывающие отклонения формы поковки. Величины припусков следует назначать на одну сторону номинального размера поковки.
4.2. Основные припуски на механическую обработку поковок в зависимости от исходного индекса, определяемого согласно п.3.2, линейных размеров и шероховатости поверхности детали по ГОСТ 2789 устанавливаются по табл.3.

Припуски на толщину поковки, подвергаемой холодной или горячей калибровке, устанавливаются согласно приложению 4.
4.3. Дополнительные припуски, учитывающие смещение поковки, изогнутость, отклонения от плоскостности и прямолинейности, межцентрового и межосевого расстояний, угловых размеров, определяются исходя из формы поковки и технологии ее изготовления.
В зависимости от класса точности Т устанавливаются дополнительные припуски на механическую обработку.



4.3.4. Величина дополнительного припуска, учитывающего отклонения угловых размеров, устанавливается по согласованию между изготовителем и потребителем.
4.5. При назначении величины припуска на поверхность, положение которой определяется двумя и более размерами поковки, устанавливается наибольшее значение припуска для данной поверхности.
4.6. При изготовлении стержневых поковок с двухсторонней высадкой или поковок, у которых стержни не подвергаются деформации, припуски на обработку должны устанавливаться с учетом приведенных в п.5.6 допусков по длине стержней.
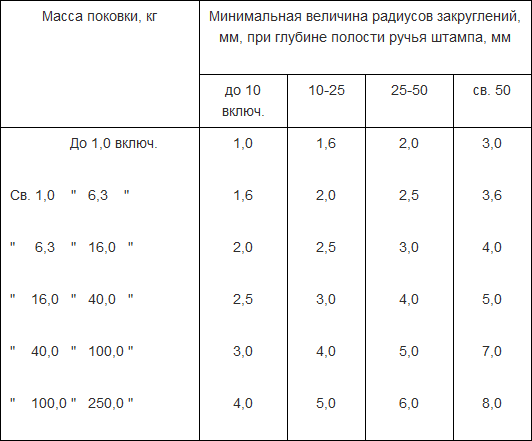
4.7. Минимальная величина радиусов закруглений наружных углов поковок в зависимости от глубины полости ручья штампа устанавливается по табл.7.
4.8. При изготовлении поковок по классу точности Т5 с применением пламенного нагрева заготовок допускается увеличение припуска для поковок с массой:

5.1. Допуски и допускаемые отклонения линейных размеров поковок назначаются в зависимости от исходного индекса и размеров поковки по табл.8.


Допуски и допускаемые отклонения размеров (см. черт.2), отражающие односторонний износ штампов, равны 0,5 величин, приведенных в табл.8.
5.3. Допуски и допускаемые отклонения размеров толщины, учитывающие недоштамповку, устанавливаются по наибольшей толщине поковки и распространяются на все размеры ее толщины.
5.4. Допуски толщины поковки, подвергаемой холодной или горячей калибровке, устанавливаются по приложению 4.