Утративший силу
3.1.2.1. Стыковой шов - сварной шов стыкового соединения с различной разделкой кромок: прямоугольной, Х-образной, К-образной, V-образной.
3.1.3. Конструктивные элементы сварных соединений и швов, как правило, должны соответствовать требованиям стандартов на применяемый вид сварки:
3.1.4.1. Сварные швы соединений должны быть плотнопрочными и соответствовать основному металлу по показателям стандартных механических свойств металла шва: пределу текучести, временному сопротивлению, относительному удлинению, ударной вязкости, углу загиба.
3.1.4.2. Для улучшения коррозионной стойкости металл шва и основной металл по химическому составу должны быть близки друг к другу.
3.1.4.3. Технологию сварки следует выбирать таким образом, чтобы избежать возникновения значительных сварочных деформаций и перемещений элементов конструкций.
3.1.5.2. Стыковые соединения деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 3.1, могут выполняться так же, как и деталей одинаковой толщины; конструктивные элементы разделки кромок и размеры сварочного шва следует выбирать по большей толщине.
┌───────────────────────────────────┬───────────────────────────────────┐
│ Толщина тонкой детали, мм │ Допускаемая разница толщины, │
├───────────────────────────────────┼───────────────────────────────────┤
│ │ мм │
├───────────────────────────────────┼───────────────────────────────────┤
│ до 4 │ 1 │
├───────────────────────────────────┼───────────────────────────────────┤
│ свыше 4 до 20 │ 2 │
├───────────────────────────────────┼───────────────────────────────────┤
│ свыше 20 до 30 │ 3 │
├───────────────────────────────────┼───────────────────────────────────┤
│ свыше 30 │ 4 │
└───────────────────────────────────┴───────────────────────────────────┘
При разности в толщине свариваемых деталей выше значений, указанных в табл. 3.1, на детали, имеющей большую толщину, должен быть сделан скос под углом 15° с одной или с двух сторон до толщины тонкой детали. При этом конструкцию разделки кромок и размеры сварного шва следует выбирать по меньшей толщине.
3.1.5.4. Максимальные катеты угловых сварных швов не должны превышать 1,2 толщины более тонкой детали в соединении.
Для деталей большей толщины катет углового шва определяется расчетом или конструктивно, но должен быть не менее 5 мм.
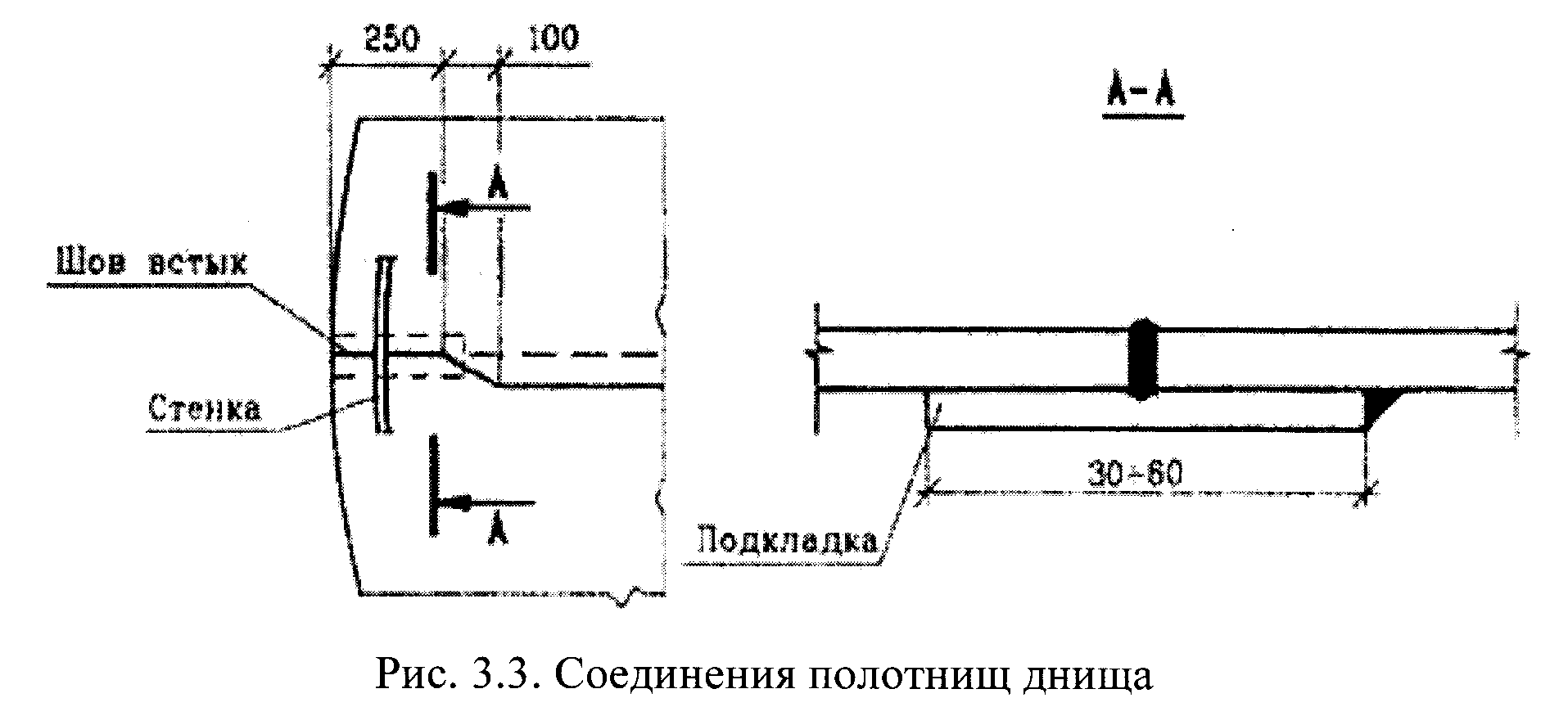
3.1.5.7. Нахлесточное соединение со сваркой с одной стороны допускается при сборке днища и крыши из рулонных заготовок с величиной нахлестки не менее 30 мм. При полистовой сборке днищ и крыш допускаются сварные соединения листов встык на подкладке и нахлесточные соединения с величиной нахлестки 5t, но не менее 30 мм.
Вертикальные соединения стенки должны быть стыковыми с полным проплавлением по толщине листов (рис. 3.1).

Вертикальные соединения листов в прилегающих поясах стенки должны быть смещены относительно друг друга на расстояние не менее 8t, где t - наибольшая из толщин листов прилегающих поясов.
Для резервуаров II и III класса при изготовлении стенки из рулонных полотнищ допускаются вертикальные заводские и монтажные стыковые соединения без смещения.
Расстояния между швами патрубков, усиливающих листов и швами стенки должны быть не менее: до вертикальных швов - 250 мм, до горизонтальных швов - 100 мм.
Вертикальные соединения первого пояса стенки должны располагаться на расстоянии не менее 100 мм от стыков окраек днища.

Листы вышележащего пояса должны располагаться в пределах толщины листа нижележащего пояса. Взаимное расположение листов соседних поясов устанавливается проектом.
3.2.3.1. Стыковые соединения применяются при заводском изготовлении рулонируемых полотнищ днищ. Стыковые соединения на остающейся подкладке применяются для сварки кольцевых окраек, а также при полистовой сборке центральной части днищ.
3.2.3.2. Нахлесточные соединения днища применяются для соединения между собой рулонируемых полотнищ днищ, листов центральной части днищ при их полистовой сборке, а также для соединения центральной части днищ с кольцевыми окрайками (рис. 3.3, 3.4, 3.5).


Для соединения днища со стенкой применяется тавровое соединение. Для резервуаров с толщиной листов нижнего пояса стенки 20 мм и менее рекомендуется тавровое сварное соединение без разделки кромок (рис. 3.6, а). Размер катета каждого углового шва должен быть не более 12 мм и не менее номинальной толщины окрайки.