Утративший силу
Настоящий стандарт устанавливает методы измерения отклонений, формы блюмов, слябов, листов, ленты, полосы, рулона, прутков, труб, профилей горячекатаных и гнутых, катанки и проволоки из черных и цветных металлов и сплавов.
Для измерения отклонений формы применяют стандартизированные ручные средства измерения, приведенные в приложении 2, а также нестандартизованные автоматические, приведенные в приложении 3.
Допускается применять другие средства измерения, прошедшие госиспытания или метрологическую аттестацию в органах государственных или ведомственных служб и удовлетворяющие по точности требованиям настоящего стандарта.
2.1. Для измерения отклонения формы металлопродукцию укладывают на плоскую поверхность, например поверочную плиту или стеллаж.
2.2. Металлопродукция на плоскости должна лежать свободно без воздействия каких-либо внешних сил, например, нажима, натяжения, кручения, если в стандартах на конкретный вид проката не установлены другие требования.
3.1. Отклонения от плоскостности и прямолинейности измеряют на всей длине металлопродукции или на длине 1000 мм, если в стандартах на конкретный вид проката не установлены другие требования.
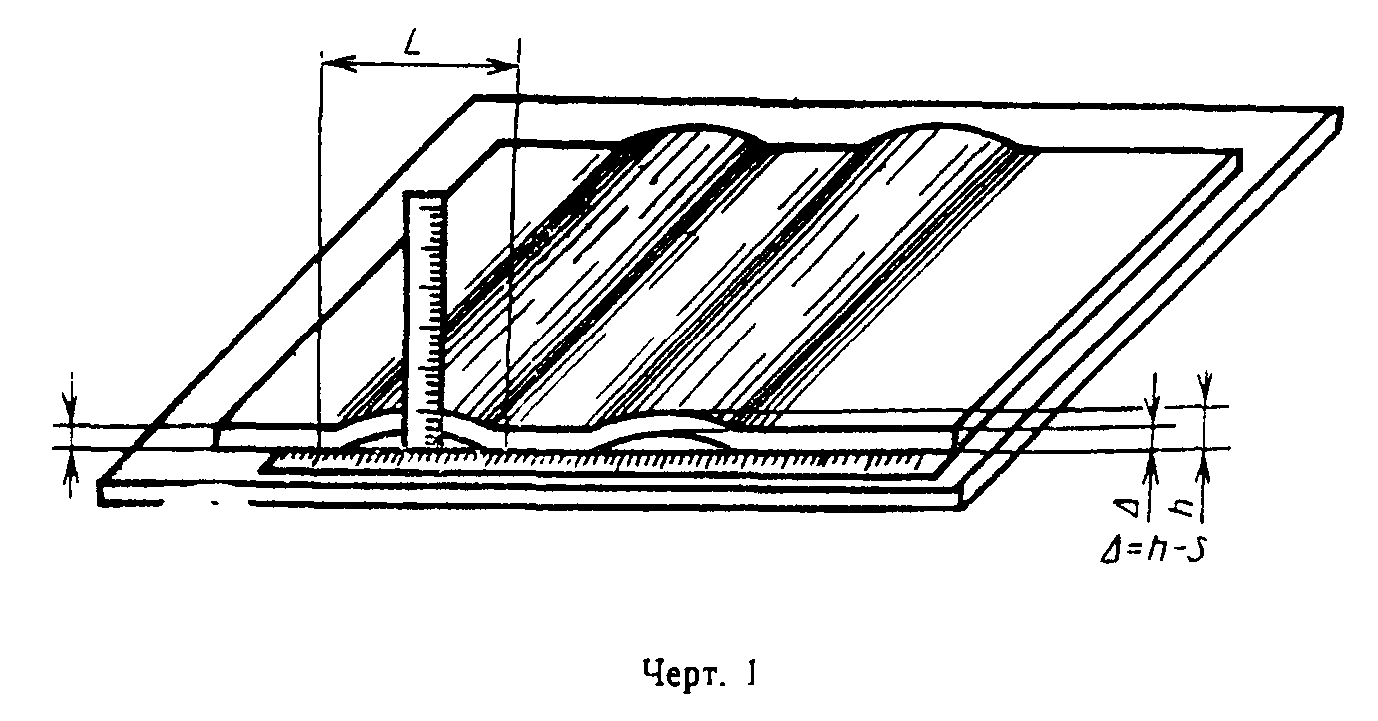
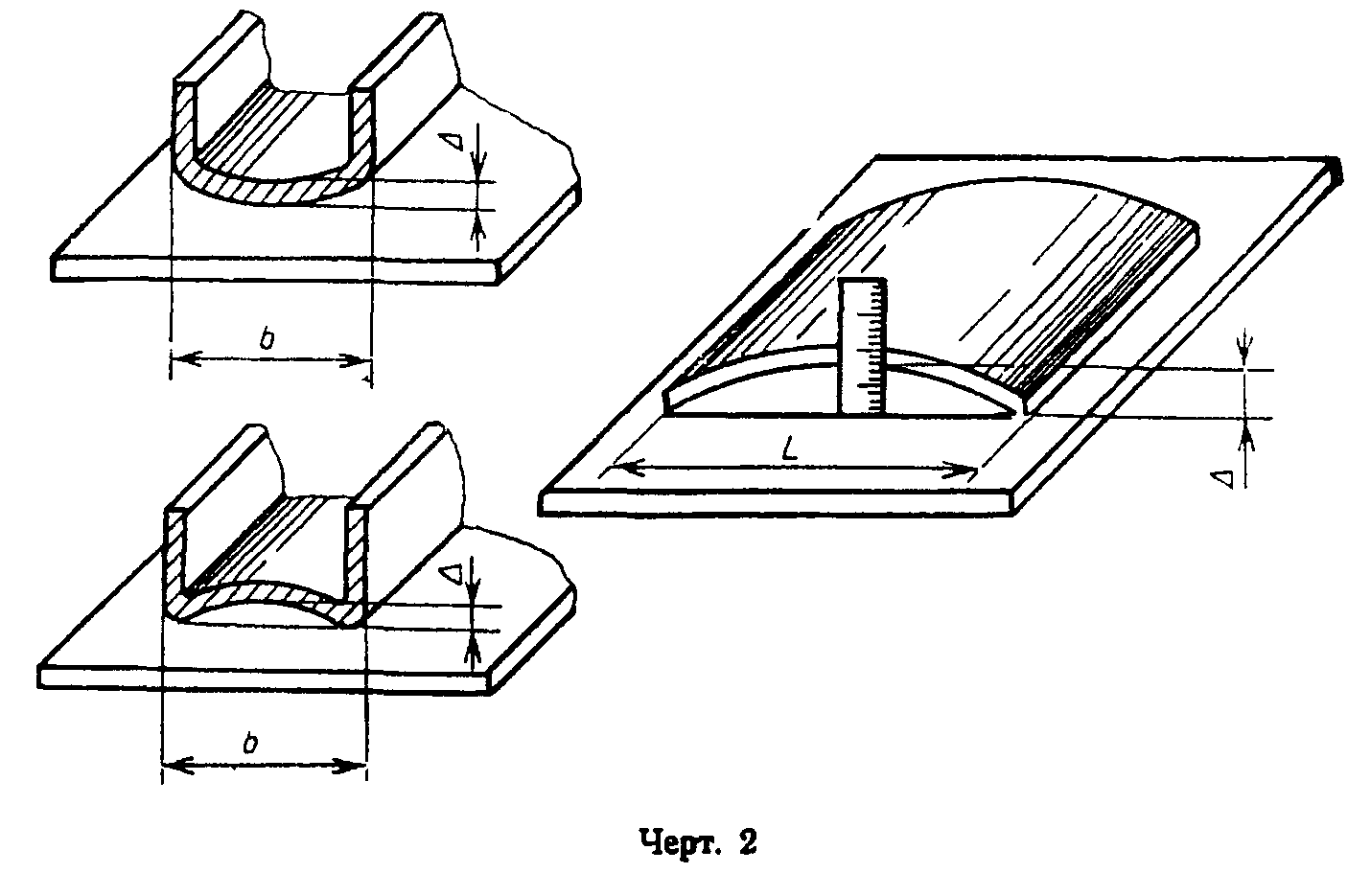
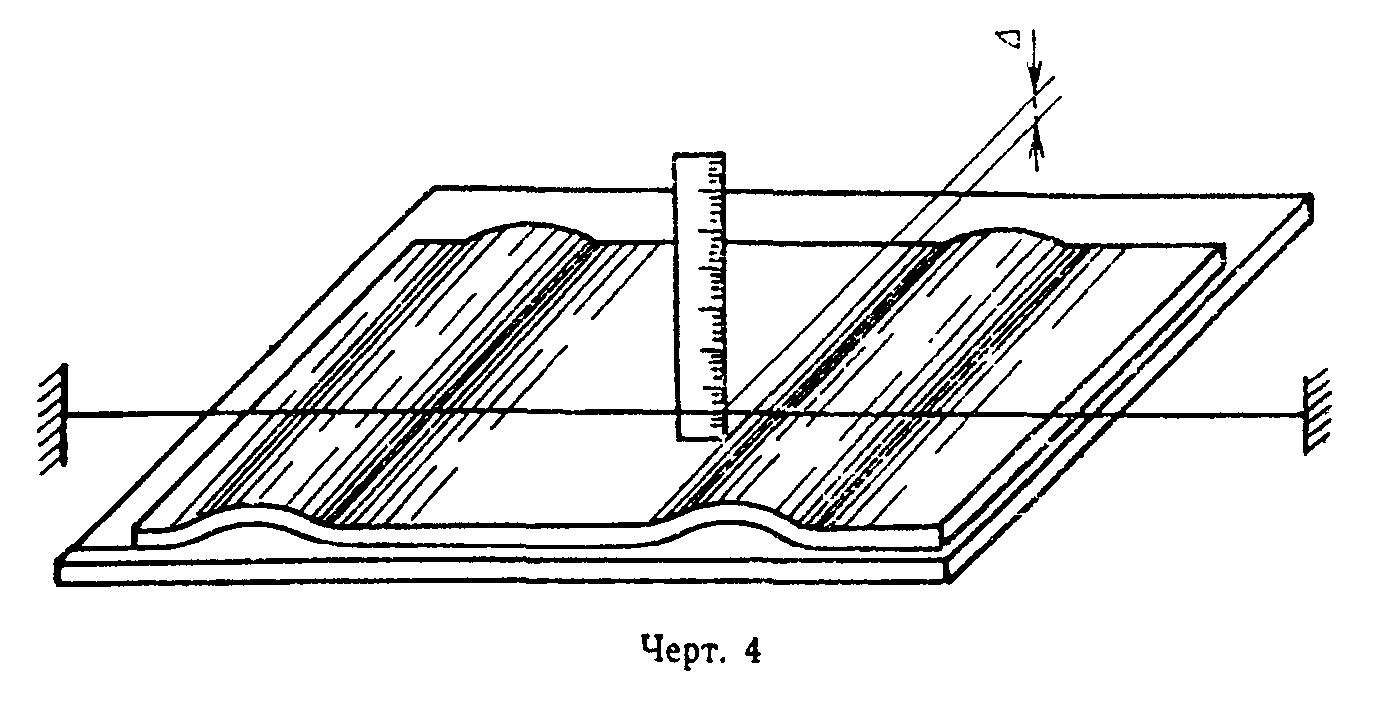
3.2. Волнистость, коробоватость и прогиб определяют по наибольшему значению Дельта между плоской поверхностью и нижней поверхностью металлопродукции или между верхней поверхностью и прилегающей плоскостью или прямой, параллельной плоской поверхности.
1) с помощью приложенной к торцу металлопродукции в вертикальном положении измерительной линейки, штангенглубиномера или щупа (Черт. 1 и 2);
2) с помощью прилегающей к верхней поверхности жесткой стальной линейки и измерительной линейки, расположенной - вертикально (Черт. 3);

3) с помощью прилегающей к верхней поверхности натянутой стальной струны и измерительной линейки, расположенной вертикально (Черт. 4);
4) индикатором, укрепленным на кронштейне и перемещающимся параллельно плоскости расположения металлопродукции.
При необходимости определяют длину волны (L) измерением расстояния между точками прилегания поверхности к металлопродукции с помощью измерительной стальной линейки (Черт. 1).
3.3. Скручивание измеряют в любой плоскости на нормируемом расстоянии L от базового поперечного сечения.
Металлопродукцию укладывают так, чтобы одна из ее сторон в базовом поперечном сечении соприкасалась с плоской поверхностью.

2) измеряют значение отставания Дельта поперечного сечения металлопродукции от прилегающей плоскости с помощью угольника, лежащего одной стороной на плоской поверхности, и измерительной линейки или щупом (Черт. 7).
Угол скручивания альфа поперечного сечения металлопродукции относительно базового поперечного сечения может быть измерен также угломером.

3.4. Разнотолщинность определяется как разность наибольшего S_1 и наименьшего S_2 значения толщины металлопродукции или ее элементов на заданном расстоянии от кромок (Черт. 8 и 9).


Измерения проводят микрометром, штангенциркулем, толщиномером и стенкомером и выражают в миллиметрах.
3.5. Выпуклость и вогнутость определяется наибольшим расстоянием между поверхностью металлопродукции и прилегающей горизонтальной или вертикальной плоскостью в любом поперечном сечении по длине изделия (Черт. 10).
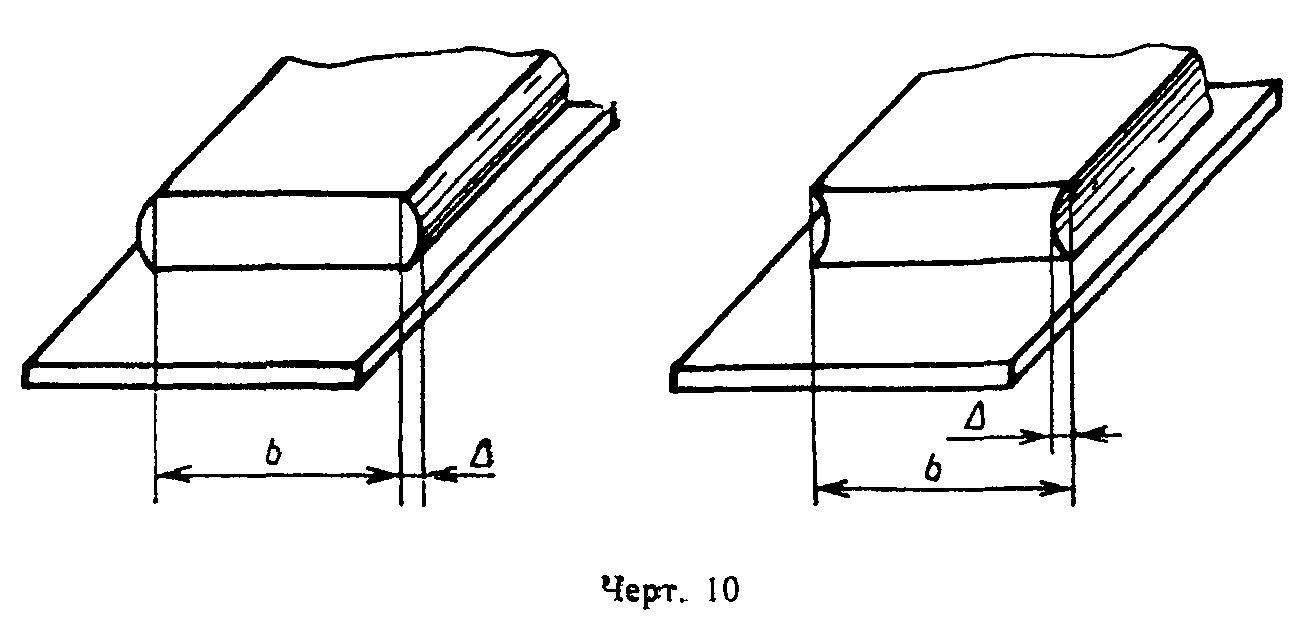
Выпуклость и вогнутость измеряют с помощью угольника и измерительной линейки или щупом и выражают в миллиметрах.
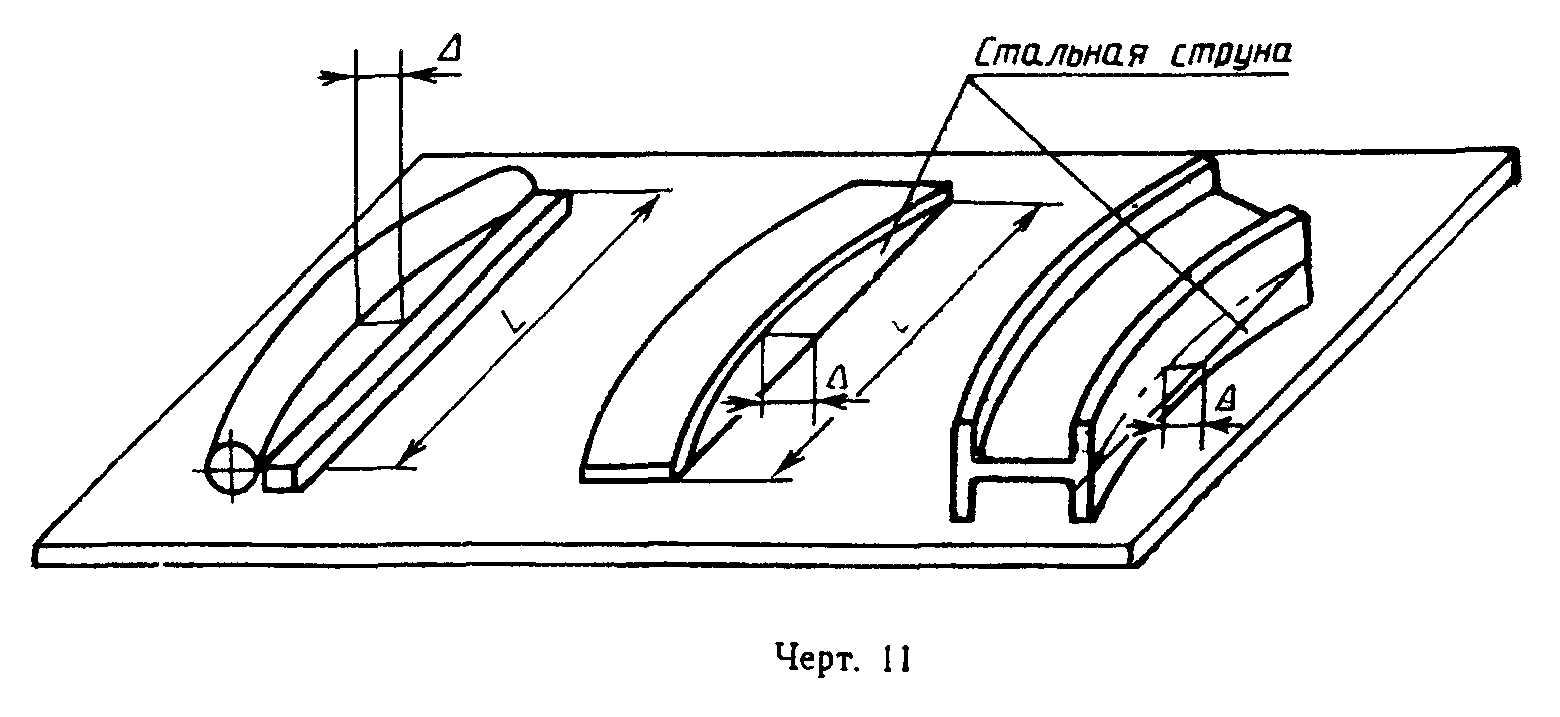
3.6. Кривизна (серповидность) определяется наибольшим расстоянием между поверхностью металлопродукции и приложенной линейкой или натянутой струной (Черт. 11).
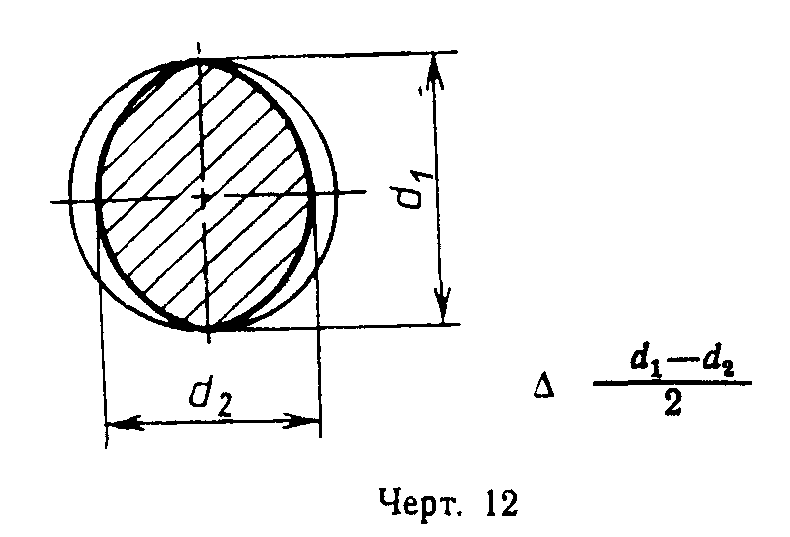
3.7. Овальность определяется как половина разности наибольшего d_1 и наименьшего d_2 диаметров в одном поперечном сечении (Черт. 12).
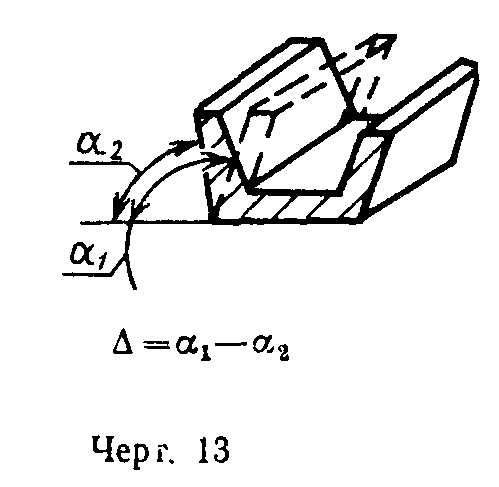
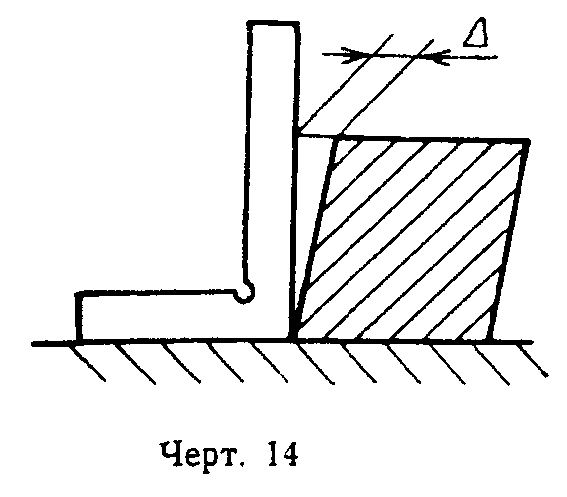
3.8. Отклонение от угла определяется разностью реального угла альфа_1 и заданного альфа_2 (Черт. 13 и 14).
Отклонение от угла измеряют угломером или измерительной линейкой и выражают в миллиметрах или градусах.
3.9. Косина реза определяется наибольшим расстоянием от плоскости торца металлопродукции до плоскости, перпендикулярной продольным плоскостям металлопродукции и проходящей через крайнюю точку кромки торца или углом альфа между ними (Черт. 15).

Допускается косину реза плоской металлопродукции (листов, полос и слябов) определять как разность диагоналей при условии, что металлопродукция с одного торца имеет прямой угол (Черт. 16).
