Утративший силу
3.3. Картон, предназначенный для изготовления из него ящиков на этом же предприятии, на соответствие требованиям п. 1.5, 2.1.2 - 2.1.7 не проверяют.
Картон, предназначенный для изготовления, ящиков по ТУ 13-7310005-10, проверяют на соответствие требованиям подпунктов 2, 4 и 5 табл. 2 настоящего стандарта; норма по подпункту 2 действует с 01.01.91.
4.2. Кондиционирование образцов перед испытанием и испытания проводят по ГОСТ 13523 при температуре воздуха  и относительной влажности воздуха
и относительной влажности воздуха  . Продолжительность кондиционирования - не менее 24 ч.
. Продолжительность кондиционирования - не менее 24 ч.
Допускается испытывать образцы в помещениях при комнатных условиях, если время от момента окончания кондиционирования до момента окончания испытания образца не превышает 10 мин.
4.3. Размеры и косину листов определяют по ГОСТ 21102. Ширину листов картона и рулонов измеряют вдоль направления гофров.
4.4. Для определения величины коробления гофрированного картона произвольно отбирают 10 листов картона, исключая 20 верхних листов каждой кипы (стопы).
Контролируемый лист картона кладут на горизонтальную плоскость выпуклой стороной к верху и измеряют расстояние между точкой максимальной выпуклости внутреннего плоского слоя листа и горизонтальной поверхностью.
За результат испытания принимают среднее арифметическое десяти измерений. Результат округляют с точностью до целого числа.
4.5. Для определения числа двойных перегибов из листов пробы отбирают пять листов, из каждого листа вырезают по два образца размером 200 х 200 мм и наносят на их рилевочные линии (на пяти образцах вдоль гофров, на пяти - поперек гофров). Затем каждый образец подвергают двойным перегибам по линии рилевки 10 раз на 180°.
4.7. Профиль гофров контролируют в любом месте листа картона, отобранного для испытания. На расстоянии не менее 100 мм от его кромок делается разрез перпендикулярно направлению гофров. Плоскость разреза должна быть перпендикулярна плоскости листа картона. Не допускается смятие гофрированных и плоских слоев по месту разреза. Картон удовлетворяет требованиям п. 2.1.6, если отсутствует смятый или наклонный профиль гофра.
Класс | Марка | Назначение |
- | Д | Изготовление вспомогательных упаковочных средств |
1 | Т 11 - Т 15 | Изготовление тары и вспомогательных упаковочных средств для упаковывания продукции и изделий, способных воспринимать статические (нагрузки штабеля) и динамические нагрузки |
2 3 | Т 21-Т 27 П 31-П 34 | Изготовление тары и вспомогательных упаковочных средств для упаковывания продукции и изделий, не способных воспринимать статические нагрузки (нагрузки штабеля) |
3 | П 35-П 37 | Изготовление крупногабаритной высокопрочной и жесткой тары, контейнеров |
Тип гофра | Наименование гофра | Высота гофра й # , мм | Шаг гофра t, мм | ||||||
А | Крупный | От | 4,4 | до | 5,5 | От | 8,0 | до | 9,5 |
С | Средний | " | 3,2 | " | 4,4 | " | 6,5 | " | 8,0 |
В | Мелкий | " | 2,2 | " | 3,2 | " | 4,5 | " | 6,4 |
Е | Микро | " | 1,1 | " | 1,6 | " | 3,2 | " | 3,6 |

Метод определения сопротивления разрыву по линии рилевки заключается в определении силы, вызывающей разрушение образца картона после выполнения одного двойного перегиба на 180° по линии рилевки.
1.1. Устройство для рилевания образцов гофрированного картона, изготовленного по НТД, разработанной в установленном порядке, состоящее из рилевочной части (черт. 2), на которую устанавливаются муфты для рилевания или смятия гофров по линии рилевки 1, 2, и устройства 3, позволяющего устанавливать зазор между муфтами от 0 до 10 мм.
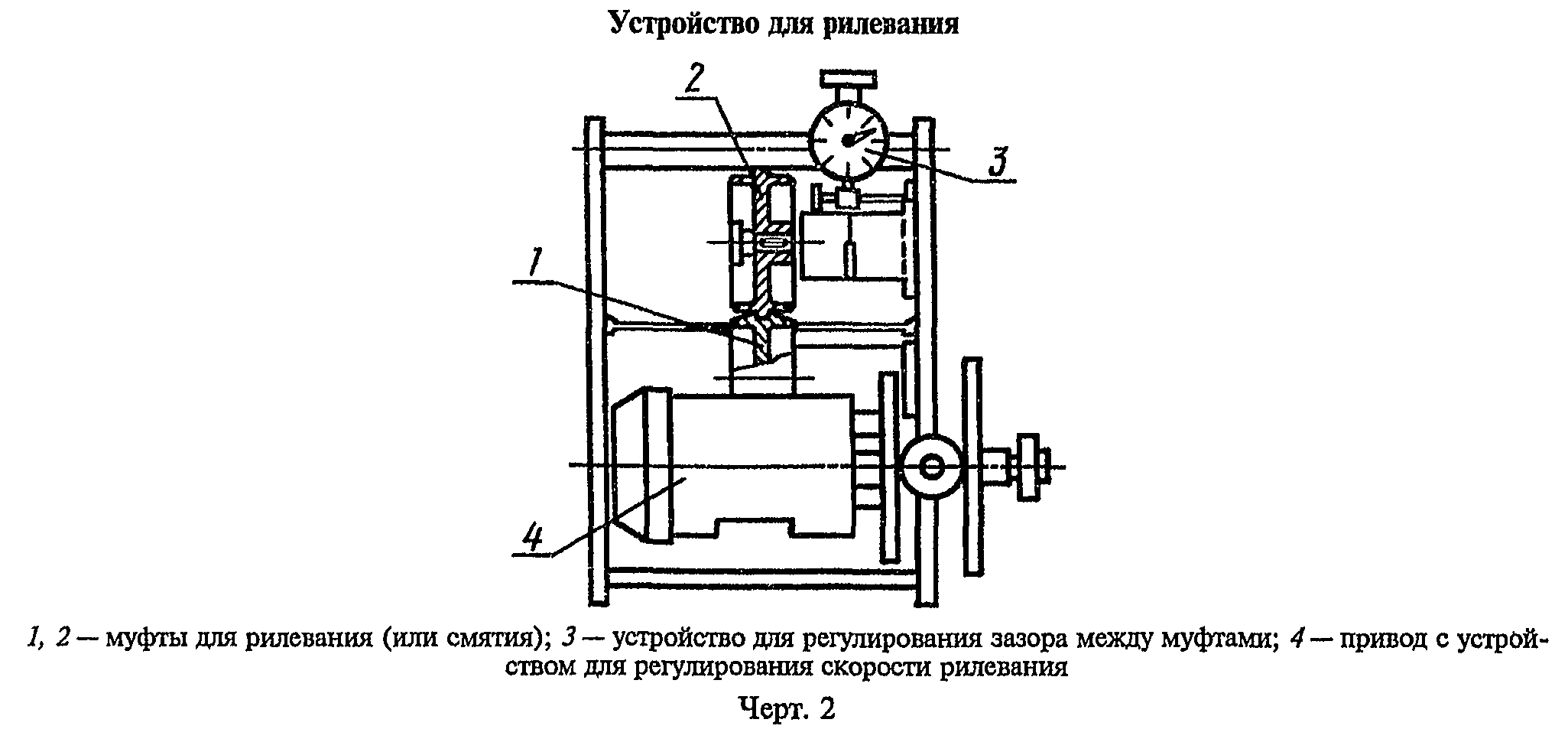
Рилевочная часть устройства должна обеспечивать свободный съем и установку муфт, их центрирование в вертикальной плоскости относительно друг друга.
Привод устройства должен обеспечивать рилевание образцов картона с линейной скоростью от 10 до 150 м/мин.

