Действующий
Примечание. Допускается оснащать штангенциркули приспособлениями или вспомогательными измерительными поверхностями для расширения функциональных возможностей (измерения высот, уступов и др.).
|
|
| 1353 × 941 пикс. Открыть в новом окне | |

|
|
| 1531 × 753 пикс. Открыть в новом окне | |
|
|
| 1509 × 1075 пикс. Открыть в новом окне | |
|
|
| 1356 × 887 пикс. Открыть в новом окне | |
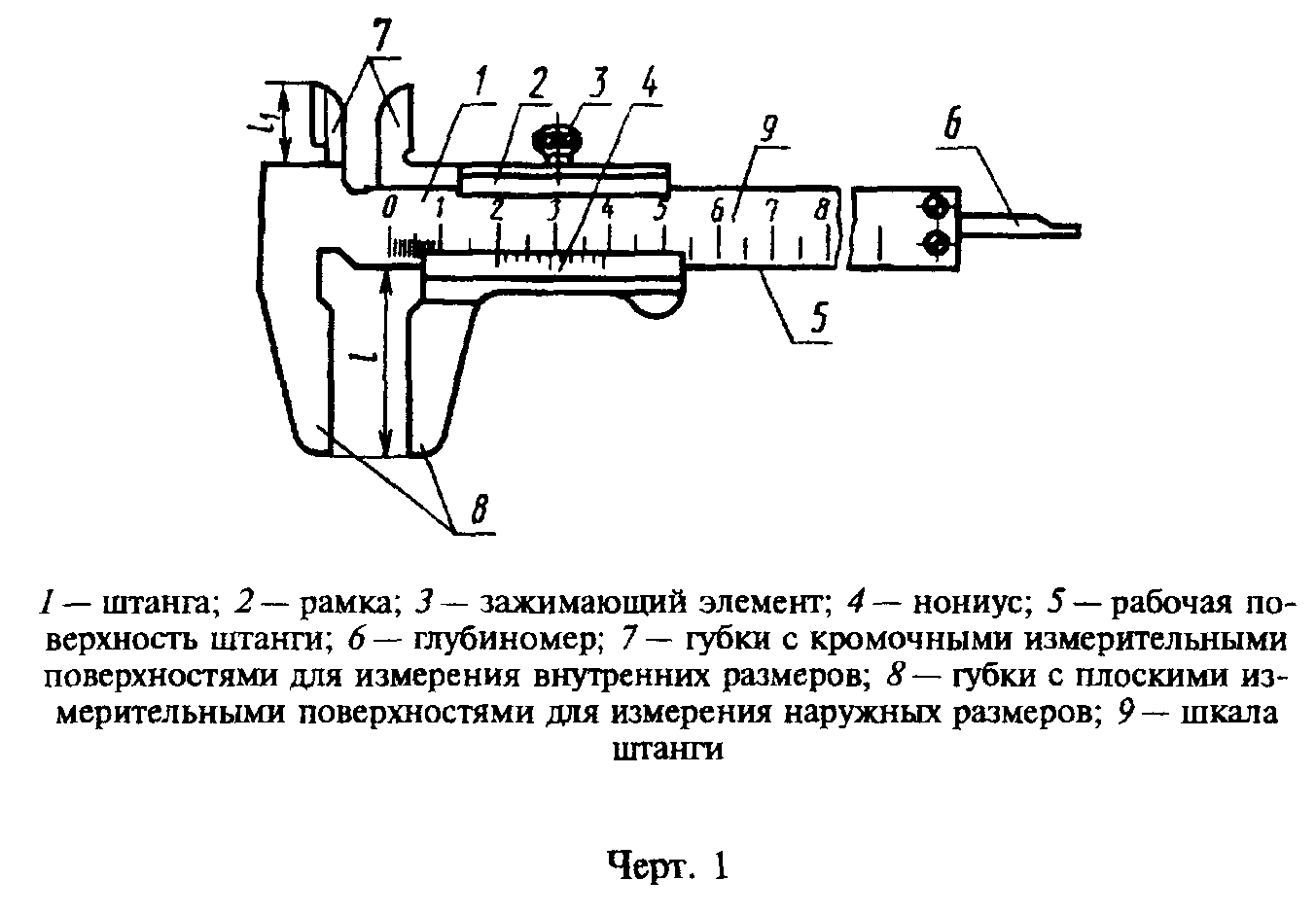
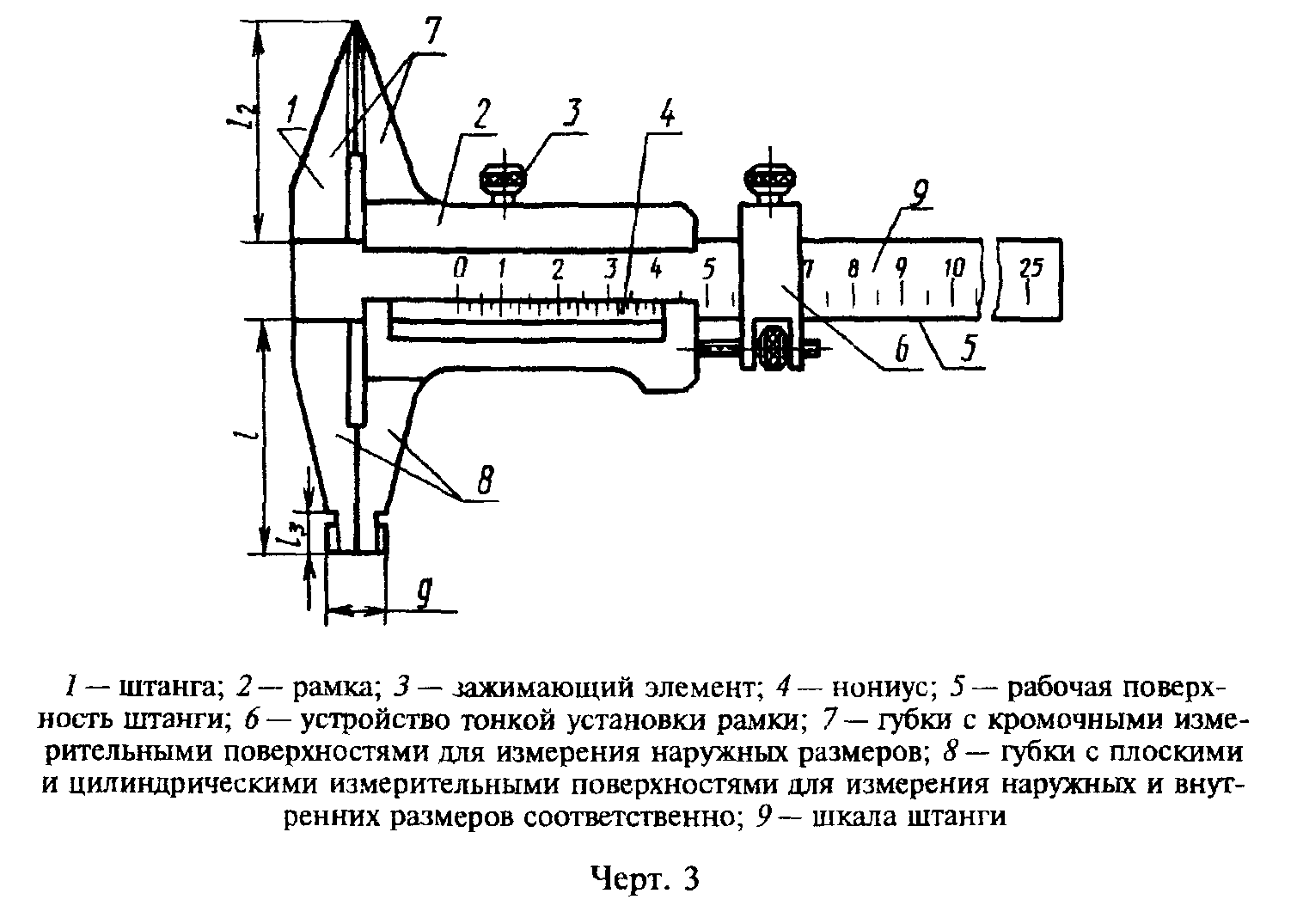
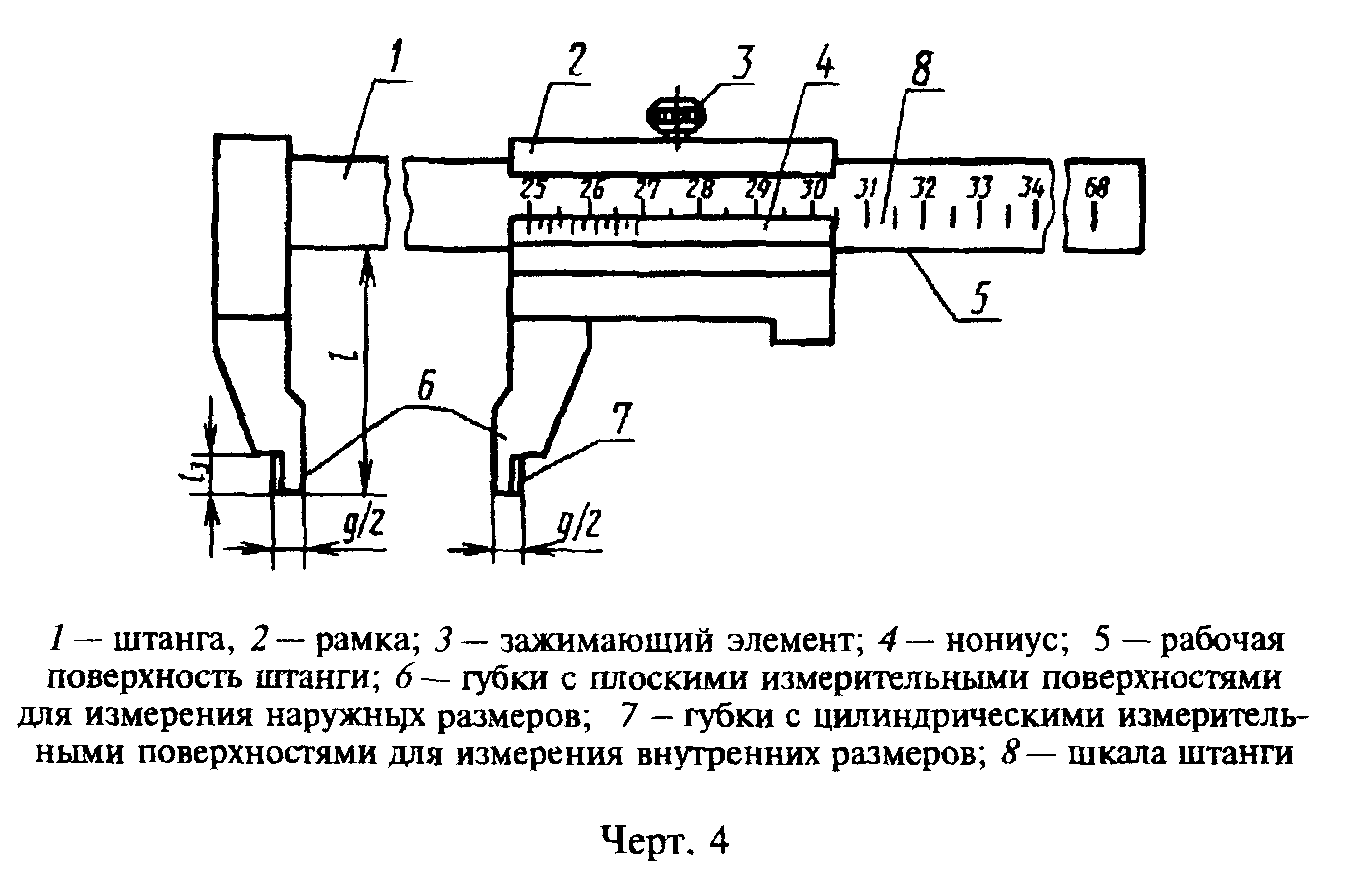
1.2. Штангенциркули следует изготовлять с отсчетом по нониусу (ШЦ) (черт. 1-4) или с отсчетом по круговой шкале (ШЦК) (черт. 5), или с цифровым отсчетным устройством (ШЦЦ) (черт. 6).


1.3. Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства штангенциркулей должны соответствовать указанным в табл. 1.
┌────────────────┬─────────────────┬──────────────────┬─────────────────┐
│ Диапазон │Значение отсчета │ Цена деления │Шаг дискретности │
│ измерения │ по нониусу │ круговой шкалы │ цифрового │
│штангенциркулей │ │ отсчетного │ отсчетного │
│ │ │ устройства │ устройства │
├────────────────┼─────────────────┼──────────────────┼─────────────────┤
│ 0-125 │ 0,05; 0,1 │ 0,02; 0,05; 0,1 │ 0,01 │
│ │ │ │ │
│ 0-135 │ │ │ │
│ │ │ │ │
│ 0-150 │ │ │ │
│ │ │ │ │
│ 0-160 │ │ │ │
│ │ │ │ │
│ 0-200 │ │ │ │
│ │ │ │ │
│ 0-250 │ │ │ │
│ │ │ │ │
│ 0-300 │ │ │ │
│ │ ├──────────────────┤ │
│ 0-400 │ │ - │ │
│ │ │ │ │
│ 0-500 │ │ │ │
│ │ │ │ │
│ 250-630 │ │ │ │
│ │ │ │ │
│ 250-800 │ │ │ │
│ ├─────────────────┤ ├─────────────────┤
│ 320-1000 │ 0,1 │ │ - │
│ │ │ │ │
│ 500-1250 │ │ │ │
│ │ │ │ │
│ 500-1600 │ │ │ │
│ │ │ │ │
│ 800-2000 │ │ │ │
└────────────────┴─────────────────┴──────────────────┴─────────────────┘
1. Нижний предел измерения у штангенциркулей с верхним пределом до 400 мм установлен для измерения наружных размеров.
2. У штангенциркулей типа T-I диапазон измерения относится только к измерениям наружных размеров и глубины.
4. Допускается изготовлять штангенциркули с раздельными нониусами или шкалами для измерения наружных и внутренних размеров.
5. Допускается изготовлять штангенциркули типа III с поверхностями для измерения наружных размеров из твердого сплава. (Твердый сплав по ГОСТ 3882).
Пример условного обозначения штангенциркуля типа II с диапазоном измерения 0-250 мм и значением отсчета по нониусу 0,05 мм:
То же, штангенциркуля типа II с диапазоном измерения 250-630 мм и значением отсчета по нониусу 0,1 мм, класса точности 1:
То же, штангенциркуля типа I с диапазоном измерения 0-150 мм с ценой деления круговой шкалы 0,02 мм:
То же, штангенциркуля типа I с диапазоном измерения 0-125 мм с шагом дискретности цифрового отсчетного устройства 0,01 мм:
1.5. Вылет губок l и  для измерения наружных размеров и вылет губок
для измерения наружных размеров и вылет губок  и
и  для измерения внутренних размеров должен соответствовать указанным в табл. 2 (черт. 1-4).
для измерения внутренних размеров должен соответствовать указанным в табл. 2 (черт. 1-4).
┌───────────┬─────────────────────┬────────────┬──────────┬─────────────┐
│ Диапазон │ l │ l_1 │ l_2 │ l_3 │
│ измерения ├─────────┬───────────┼────────────┴──────────┴─────────────┤
│ │не менее │ не более │ не менее │
├───────────┼─────────┼───────────┼────────────┬──────────┬─────────────┤
│ 0-125 │ 35 │ 42 │ 15 │ - │ - │
│ │ │ │ │ │ │
│ 0-135 │ 38 │ 42 │ 16 │ - │ - │
│ │ │ │ │ │ │
│ 0-150 │ 38 │ 42 │ 16 │ - │ - │
│ │ │ │ │ │ │
│ 0-160 │ 45 │ 50 │ 16 │ 16 │ 6 │
│ │ │ │ │ │ │
│ 0-200 │ 50 │ 63 │ 16 │ 20 │ 8 │
│ │ │ │ │ │ │
│ 0-250 │ 60 │ 80 │ 16 │ 25 │ 10 │
│ │ │ │ │ │ │
│ 0-300 │ 63 │ 100 │ 22 │ 30 │ 10 │
│ │ │ │ │ │ │
│ 0-400 │ 63 │ 125 │ - │ 30 │ 10 │
├───────────┼─────────┼───────────┼────────────┼──────────┼─────────────┤
│ 0-500 │ 80 │ 160 │ - │ 40 │ 15 │
│ │ │ │ │ │ │
│ 250-630 │ │ 200 │ - │ 40 │ 15 │
│ │ │ │ │ │ │
│ 250-800 │ │ 200 │ - │ 50 │ 15 │
│ │ │ │ │ │ │
│ 320-1000 │ │ 200 │ - │ 50 │ 20 │
├───────────┼─────────┼───────────┼────────────┼──────────┼─────────────┤
│ 500-1250 │ 100 │ 300 │ - │ 63 │ 20 │
│ │ │ │ │ │ │
│ 500-1600 │ │ │ - │ │ │
│ │ │ │ │ │ │
│ 800-2000 │ │ │ - │ │ │
└───────────┴─────────┴───────────┴────────────┴──────────┴─────────────┘
Для штангенциркулей с пределом измерения до 400 мм размер g (черт. 3-4) не должен превышать 10 мм, а для штангенциркулей с верхним пределом измерения свыше 400 мм - 20 мм.
1.7. Длину нониуса следует выбирать из ряда: 9; 19; 39 мм - при значении отсчета по нониусу 0,1 мм; 19; 30 мм - при значении отсчета по нониусу 0,05 мм.
1.8. Штангенциркули с цифровым отсчетным устройством должны обеспечивать выполнение функций, характеризующих степень автоматизации, в соответствии с перечнем (по приложению).
1.9. Питание штангенциркулей с цифровым отсчетным устройством должно осуществляться от встроенного источника питания.
Питание штангенциркулей, имеющих вывод результатов измерения на внешнее устройство, должно осуществляться от встроенного источника питания и (или) от сети общего назначения через блок питания.
1.10. Конструкция штангенциркулей с цифровым отсчетным устройством должна обеспечивать правильность показаний при наибольшей допустимой скорости перемещения рамки не менее 0,5 м/с.
2.1. Штангенциркули следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Штангенциркули со значением отсчета по нониусу 0,1 мм и верхним пределом измерения до 400 мм и штангенциркули с отсчетом по круговой шкале с ценой деления 0,1 мм следует изготовлять двух классов точности: 1 и 2.
2.3. Предел допускаемой погрешности штангенциркулей при температуре окружающей среды ( )°С должен соответствовать указанному в табл. 3.
)°С должен соответствовать указанному в табл. 3.
┌────────────┬──────────────────────────────────────────────────────────┐
│ Измеряемая │ Предел допускаемой погрешности штангенциркулей (+-) │
│ длина │ │
│ ├───────────────────┬────────────────────────────┬─────────┤
│ │ при значении │ с ценой деления круговой │ с шагом │
│ │отсчета по нониусу │шкалы отсчетного устройства │дискрет- │
│ │ │ │ ности │
│ │ │ │цифрового│
│ │ │ │отсчетно-│
│ │ │ │ го │
│ │ │ │устройст-│
│ │ │ │ ва │
│ ├──────┬────────────┼──────┬──────┬──────────────┼─────────┤
│ │ 0,05 │ 0,1 для │ 0,02 │ 0,05 │0,1 для класса│ 0,01 │
│ │ │ класса │ │ │ точности │ │
│ │ │ точности │ │ │ │ │
│ │ ├─────┬──────┤ │ ├──────┬───────┤ │
│ │ │ 1 │ 2 │ │ │ 1 │ 2 │ │
├────────────┼──────┼─────┼──────┼──────┼──────┼──────┼───────┼─────────┤
│ До 100 │ 0,05 │0,05 │ 0,10 │ 0,03 │ 0,04 │ 0,05 │ 0,08 │ 0,03 │
│ Св. 100 до │ │ │ │ │ │ │ │ │
│ 200 │ │ │ │ │ │ │ │ │
│ │ │ │ ├──────┤ │ │ ├─────────┤
│" 200 " 300 │ │ │ │ 0,04 │ │ │ │ 0,04 │
│ │ │ │ │ │ │ │ │ │
│ │ ├─────┤ ├──────┼──────┼──────┼───────┤ │
│" 300 " 400 │ │0,10 │ │ - │ - │ - │ - │ │
│ ├──────┤ ├──────┤ │ │ │ ├─────────┤
│" 400 " 600 │ 0,10 │ │ - │ │ │ │ │ 0,05 │
│ │ │ │ │ │ │ │ ├─────────┤
│" 600 " 800 │ │ │ │ │ │ │ │ 0,06 │
│ │ │ │ │ │ │ │ ├─────────┤
│" 800 " 1000│ │ │ │ │ │ │ │ 0,07 │
│ ├──────┼─────┤ │ │ │ │ ├─────────┤
│ " 1000 " │ - │0,15 │ │ │ │ │ │ - │
│ 1100 │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ " 1100 " │ │0,16 │ │ │ │ │ │ │
│ 1200 │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ " 1200 " │ │0,17 │ │ │ │ │ │ │
│ 1300 │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ " 1300 " │ │0,18 │ │ │ │ │ │ │
│ 1400 │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ " 1400 " │ │0,19 │ │ │ │ │ │ │
│ 1500 │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ " 1500 " │ │0,20 │ │ │ │ │ │ │
│ 2000 │ │ │ │ │ │ │ │ │
└────────────┴──────┴─────┴──────┴──────┴──────┴──────┴───────┴─────────┘