Действующий


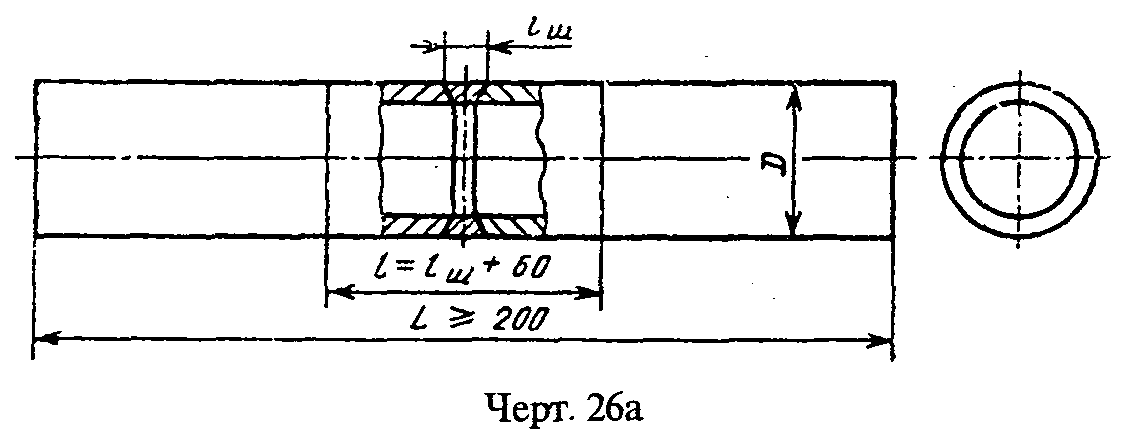
8.9. Для контроля прочности сварных соединений труб применяют сегментные образцы, указанные на черт. 20 или 21, или 21а, а также цилиндрические образцы в виде отрезков труб, указанные на черт. 26 или 26а, или 27. Образцы типов XII, XIII, XIIIa не выправляют. Форму их в поперечном сечении определяет естественная кривизна трубы.


Сегментные образцы вырезают при диаметре трубы более 20 мм. Цилиндрические образцы типов XVIII и XVIIIa вырезают при диаметре трубы до 100 мм. При наличии соответствующего оборудования образцы этого типа вырезаются и при трубах большего диаметра. При испытании образца типа XIX его максимальный диаметр определяется мощностью испытательной машины. В формулу расчета временного сопротивления (ГОСТ 1497-84) для образцов этого типа вводится значение площади сечения трубы вне шва. В образцах типов XII, XIII и XIIIa выпуклость швов удаляют с двух сторон. В образцах типов XVIII и XIX выпуклость швов не удаляется, в образцах типа XVIIIa выпуклость шва удаляют только с наружной стороны. По требованиям, изложенным в нормативно-технической документации, разрешается испытывать образцы типа XVIII со снятой с наружной стороны выпуклостью шва. При недостаточной мощности испытательной машины разрешается применять образцы типов I-V. Металл шва располагают посередине образца.
8.10. Концы образцов типов XVIII и XVIIIa подготавливают для испытания при использовании цилиндрических пробок (образцы типа XVIIIa) или сплющивания (образцы типов XVIII и XVIIIa). Расстояние между внутренними концами металлических пробок должно быть равно l + 2D. Расстояние от оси шва до начала сплющиваемого участка должно быть не менее двух диаметров трубы.
┌───────────────────────────────────┬───────────────────────────────────┐
│ Толщина основного металла а │ Ширина образца b, не менее │
├───────────────────────────────────┼───────────────────────────────────┤
│До 1 включ. │ 20 │
│Более 1 до 2 включ. │ 25 │
│Более 2 до 3 включ. │ 30 │
│Более 3 до 4 включ. │ 35 │
│Более 4 до 5 включ. │ 40 │
│Более 5 │ 45 │
└───────────────────────────────────┴───────────────────────────────────┘
8.13. Для предотвращения изгиба образцы типа XXI закрепляют в специальном приспособлении. Приспособление должно обеспечивать жесткость образца и возможность испытания его на разрывных машинах.
При толщине металла до 1,0 мм испытывают образца типа XXIII. При толщине металла более 1,0 мм выбор типа образца не устанавливается. При испытании определяют разрушающую нагрузку на образец в килограммах (ньютонах).


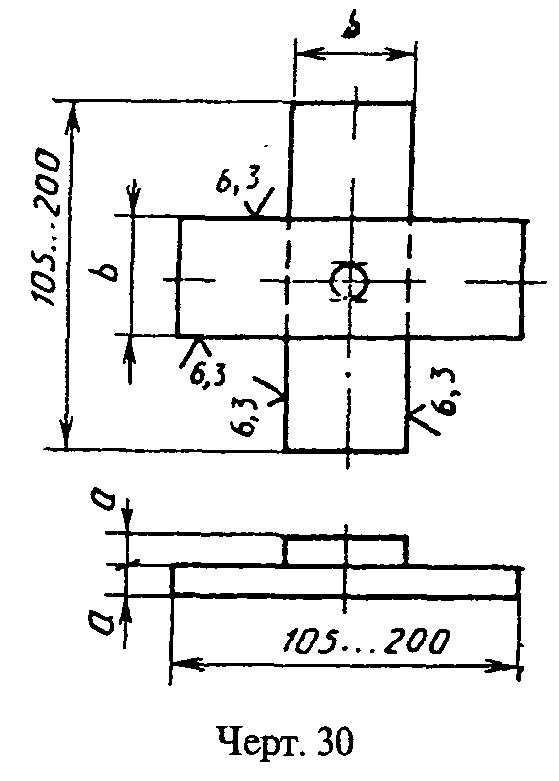
8.15. Вырезку образцов типов XX, XXII и XXIII из контрольных сварных соединений, сваренных точечной или шовной сваркой, производят согласно черт. 33. Шаг точек должен обеспечивать возможность вырезки образцов заданных размеров.
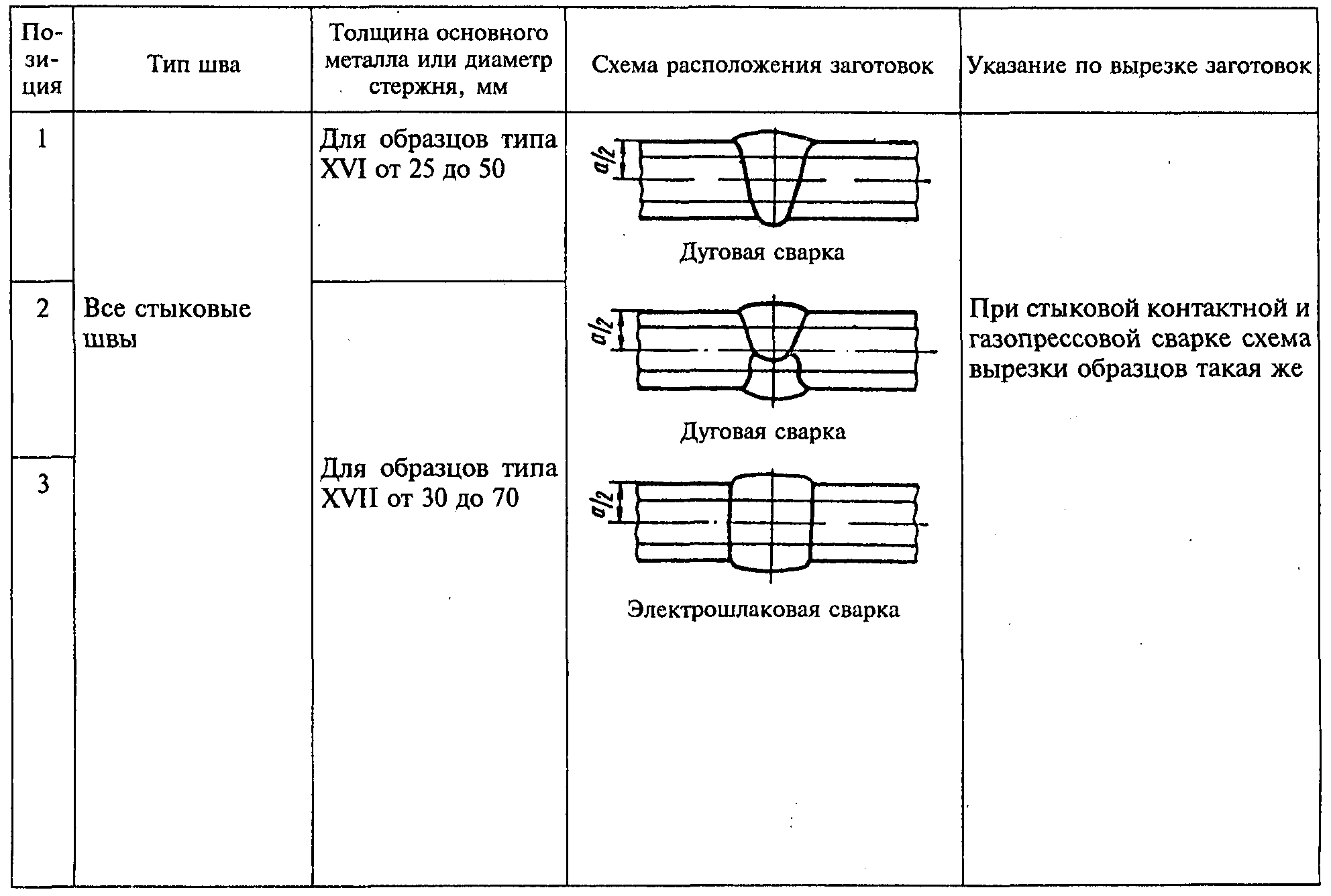
8.16. При испытании прочности металла шва в стыковом соединении определяют его временное сопротивление.
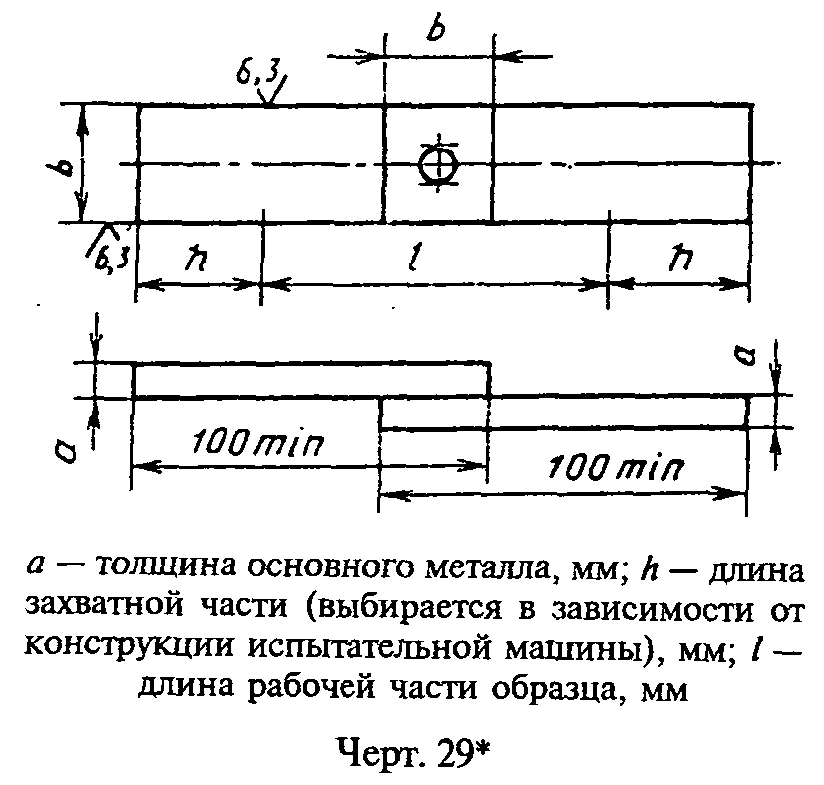
8.17. Толщина образца типа XXIV должна равняться толщине основного металла. Диаметр захватной части образца типа XXV должен равняться толщине основного металла или диаметру свариваемых элементов.


┌──────────────┬───────────┬────────────┬─────────┬─────────┬───────────┐
│ Толщина │ Ширина │ Ширина │ Радиус │ Длина │Общая длина│
│ основного │ захватной │ рабочей │закругле-│ рабочей │ образца L │
│ металла а │ части │ части │ ния R │ части │ │
│ │образца b_1│ образца b │ │образца l│ │
├──────────────┼───────────┼────────────┼─────────┼─────────┼───────────┤
│ До 6 │ 25 │ 15 +- 0,5 │ 6 +- 1 │ 40 │L = l + 2h │
├──────────────┼───────────┼────────────┼─────────┼─────────┤ │
│Более 6 до 10│ 30 │ 20 +- 0,5 │ 12 +- 1 │ 60 │ │
├──────────────┼───────────┼────────────┼─────────┼─────────┤ │
│Более 10 до 25│ 38 │ 25 +- 0,5 │ 20 +- 2 │ 70 │ │
├──────────────┼───────────┼────────────┼─────────┼─────────┤ │
│Более 25 до 40│ 45 │ 30 +- 0,5 │ 25 +- 2 │ 90 │ │
├──────────────┼───────────┼────────────┼─────────┼─────────┤ │
│Более 40 до 50│ 55 │ 35 +- 0,5 │ 30 +- 2 │ 110 │ │
├──────────────┴───────────┴────────────┴─────────┴─────────┴───────────┤
│Примечания: │
│1. Длину захватной части образца h устанавливают в зависимости от│
│конструкции испытательной машины. │
│2. Размеры образца при толщине металла более 50 мм устанавливаются│
│соответствующими техническими условиями. │
└───────────────────────────────────────────────────────────────────────┘
