Действующий
8.6. Утолщение шва должно быть снято механическим способом до уровня основного металла. При удалении утолщения разрешается снимать основной металл по всей поверхности образца на глубину до 15% от толщины металла или диаметра стержня, но не более 4 мм. Удаление основного металла с поверхности образца производят только с той стороны, с которой снимают утолщение шва или имеется уступ (см. черт. 2). Строгать утолщение следует поперек шва. Острые кромки плоских образцов в пределах рабочей части должны быть закруглены радиусом не более 1,0 мм путем сглаживания напильником вдоль кромки. Разрешается строгать утолщение вдоль шва с последующим удалением рисок. Шероховатость поверхности R_z в местах удаления утолщения должна быть не более 6,3 мкм.
┌─────┬─────────────┬─────────┬───────────┬─────────┬─────────┬─────────┐
│ Тип │ Диаметр │ Диаметр │ Диаметр │ Длина │ Общая │ Номер │
│ об- │ круглого │захватной│ рабочей │ рабочей │ длина │ чертежа │
│разца│ стержня или │ части │ части │ части │образца L│ │
│ │ диаметр │ образца │ образца d │образца l│ │ │
│ │ окружности, │ d_1 │ │ │ │ │
│ │ вписанной в │ │ │ │ │ │
│ │многогранный │ │ │ │ │ │
│ │ стержень В │ │ │ │ │ │
├─────┼─────────────┼─────────┼───────────┼─────────┼─────────┼─────────┤
│ XIV │До 10 │ - │ D_c или В │ 60 │ l + 2h │ 22 │
│ ├─────────────┤ │ ├─────────┤ │ │
│ │Св. 10 до 25 │ │ │ 100 │ │ │
│ ├─────────────┤ │ ├─────────┤ │ │
│ │Св. 25 до 50 │ │ │ 160 │ │ │
│ ├─────────────┤ │ ├─────────┤ │ │
│ │Св. 50 до 70 │ │ │ 200 │ │ │
├─────┼─────────────┼─────────┼───────────┼─────────┼─────────┼─────────┤
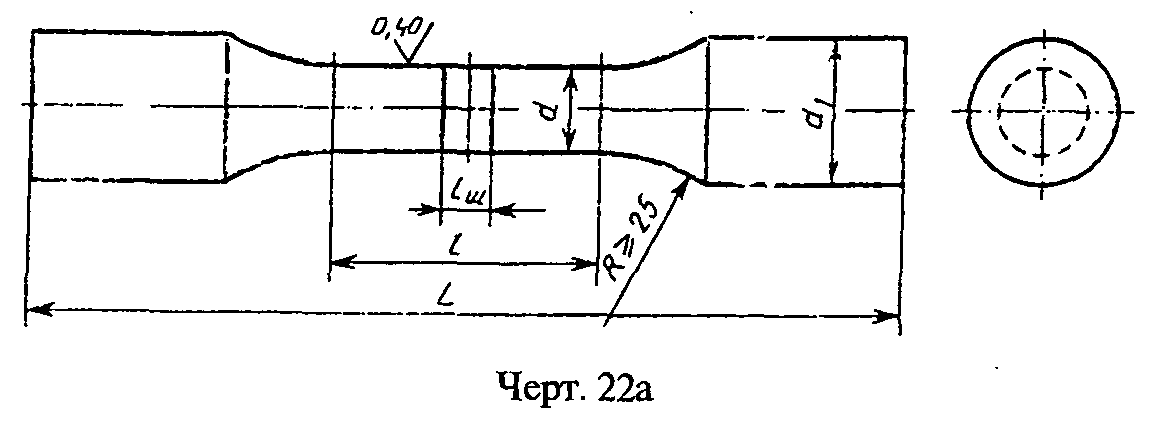
│ XIVa│Не │D_c или│ 0,8d_1 │ l_ш + 60│ >= 200 │ 22а │
│ │ограничивает-│В, но не│ │ │ │ │
│ │ся │более 40 │ │ │ │ │
├─────┴─────────────┴─────────┴───────────┴─────────┴─────────┴─────────┤
│Примечания: 1. l_ш - максимальная ширина шва. │
│2. Длину захватной части образца h устанавливают в зависимости от│
│конструкции испытательной машины. │
│3. При D_с более 75 мм размеры образца типа XIV устанавливаются│
│стандартами или другой нормативно-технической документацией. │
└───────────────────────────────────────────────────────────────────────┘
8.7. Испытания образцов типов XII, XIII, XIIIa и XIV разрешается проводить без снятия утолщения, если это оговорено в нормативно-технической документации.
В этом случае в формулу расчета временного сопротивления (ГОСТ 1497-84) вводят значение площади сечения образца вне шва.
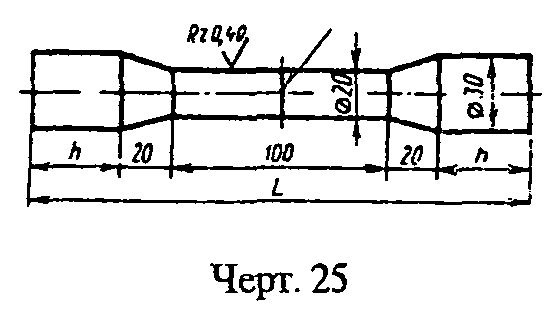
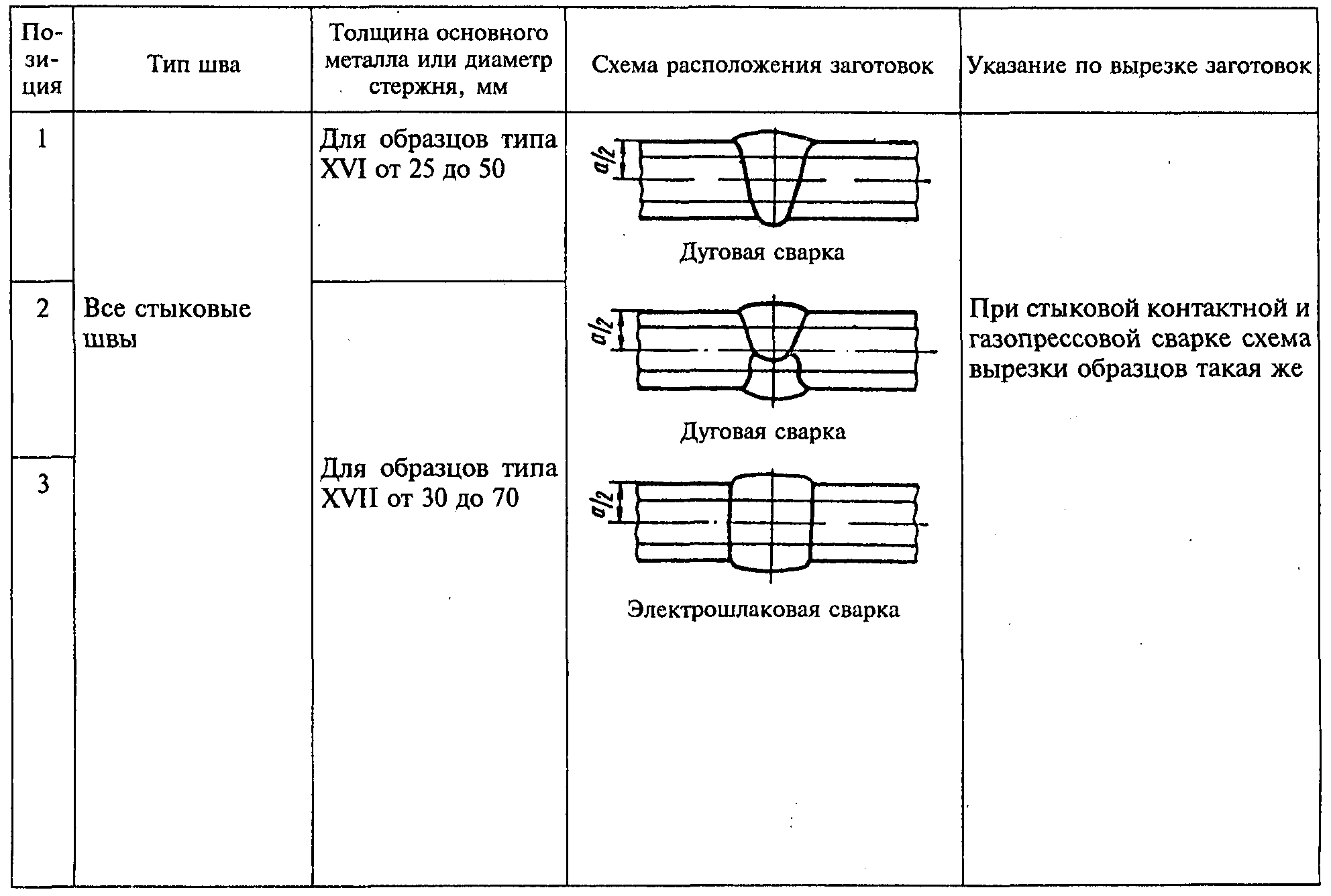
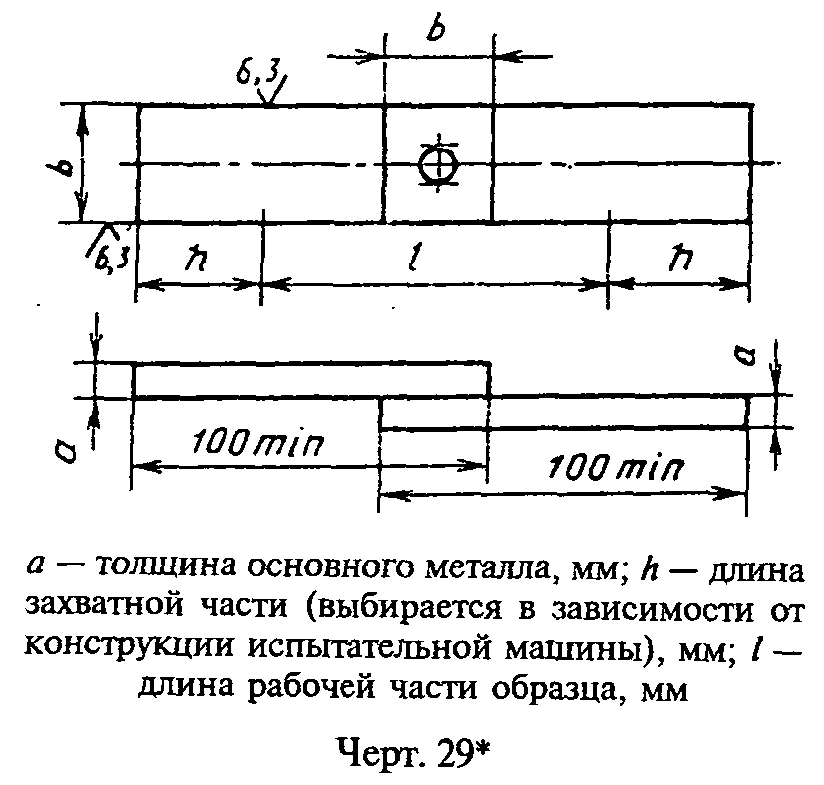
8.8. При недостаточной мощности разрывной машины разрешается испытывать плоские образцы (черт. 23) или цилиндрические образцы (черт. 24 или 25). Величину захватной части образцов h устанавливают в зависимости от конструкции испытательной машины. Схема расположения заготовок для образцов типов XVI и XVII приведены в табл. 9 и 10.
Разрешается применение цилиндрических образцов с другими рабочими диаметрами и другим типом захватной части в соответствии с ГОСТ 1497-84. Допускается проведение испытаний на образцах типов XII-XVII с более низким классом чистоты обработки при условии соответствия характеристик механических свойств испытываемого металла всем установленным требованиям.




8.9. Для контроля прочности сварных соединений труб применяют сегментные образцы, указанные на черт. 20 или 21, или 21а, а также цилиндрические образцы в виде отрезков труб, указанные на черт. 26 или 26а, или 27. Образцы типов XII, XIII, XIIIa не выправляют. Форму их в поперечном сечении определяет естественная кривизна трубы.

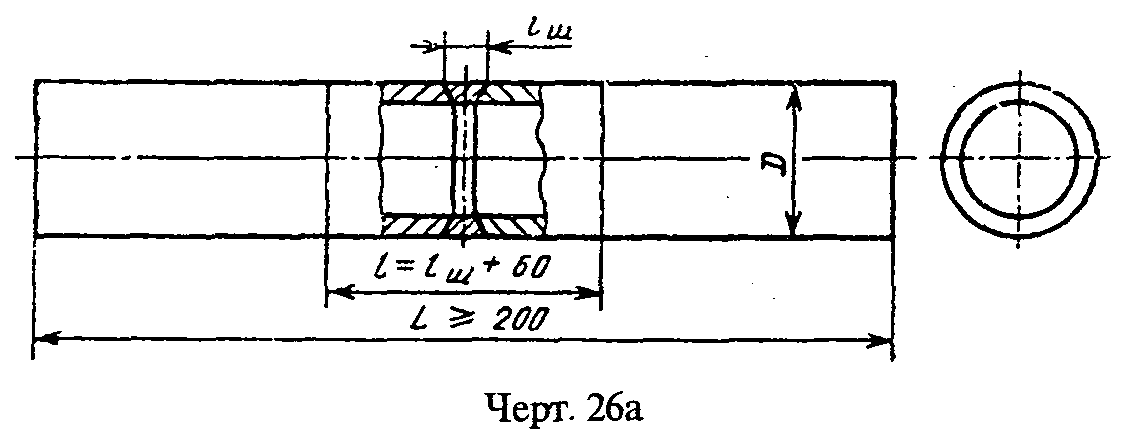

Сегментные образцы вырезают при диаметре трубы более 20 мм. Цилиндрические образцы типов XVIII и XVIIIa вырезают при диаметре трубы до 100 мм. При наличии соответствующего оборудования образцы этого типа вырезаются и при трубах большего диаметра. При испытании образца типа XIX его максимальный диаметр определяется мощностью испытательной машины. В формулу расчета временного сопротивления (ГОСТ 1497-84) для образцов этого типа вводится значение площади сечения трубы вне шва. В образцах типов XII, XIII и XIIIa выпуклость швов удаляют с двух сторон. В образцах типов XVIII и XIX выпуклость швов не удаляется, в образцах типа XVIIIa выпуклость шва удаляют только с наружной стороны. По требованиям, изложенным в нормативно-технической документации, разрешается испытывать образцы типа XVIII со снятой с наружной стороны выпуклостью шва. При недостаточной мощности испытательной машины разрешается применять образцы типов I-V. Металл шва располагают посередине образца.
8.10. Концы образцов типов XVIII и XVIIIa подготавливают для испытания при использовании цилиндрических пробок (образцы типа XVIIIa) или сплющивания (образцы типов XVIII и XVIIIa). Расстояние между внутренними концами металлических пробок должно быть равно l + 2D. Расстояние от оси шва до начала сплющиваемого участка должно быть не менее двух диаметров трубы.
┌───────────────────────────────────┬───────────────────────────────────┐
│ Толщина основного металла а │ Ширина образца b, не менее │
├───────────────────────────────────┼───────────────────────────────────┤
│До 1 включ. │ 20 │
│Более 1 до 2 включ. │ 25 │
│Более 2 до 3 включ. │ 30 │
│Более 3 до 4 включ. │ 35 │
│Более 4 до 5 включ. │ 40 │
│Более 5 │ 45 │
└───────────────────────────────────┴───────────────────────────────────┘
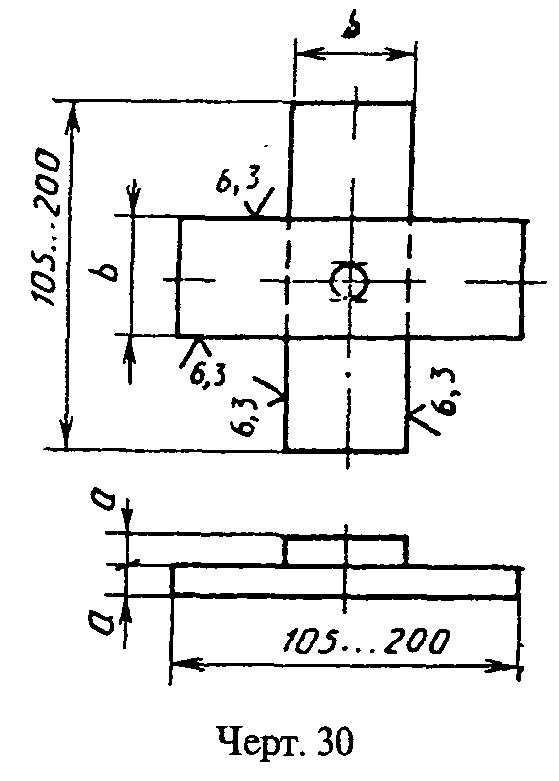
8.13. Для предотвращения изгиба образцы типа XXI закрепляют в специальном приспособлении. Приспособление должно обеспечивать жесткость образца и возможность испытания его на разрывных машинах.
