Действующий
4. Испытание металла различных участков сварного соединения и наплавленного металла на статическое (кратковременное) растяжение
4.1. При испытании металла на статическое (кратковременное) растяжение определяют следующие характеристики механических свойств:
Испытания проводят для металла шва, металла различных участков зоны термического влияния наплавленного металла при всех видах сварки плавлением.
4.3. Для испытаний, проводимых при нормальной или пониженной температуре, применяют образцы всех типов. При испытании при повышенной температуре применяют образцы типов IV и V.
4.4. Допускается применение пропорциональных коротких цилиндрических образцов другого диаметра или типа по ГОСТ 1497-84.

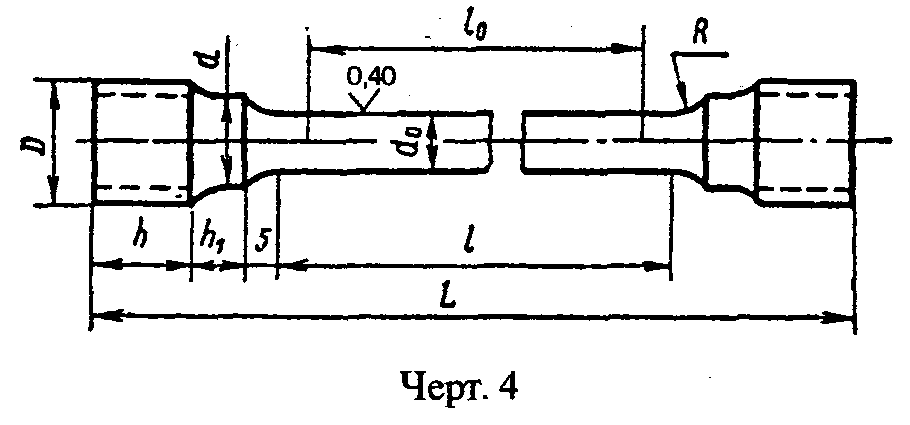
┌─────┬─────────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┬───────┐
│ Тип │ d_0 │ d │ К │ D │ h │ h_1 │ R │ l_0 │ l │ L │
│ об- │ │ │ │ │ │ │ │ │ │ │
│разца│ │ │ │ │ │ │ │ │ │ │
├─────┼─────────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼───────┤
│ I │ 3 +- 0,1│ - │0,03 │ 6 │ 4 │ 2 │ 1 │ 15 │ 18 │ 30 +-1│
│ │ │ │ │ │ │ │ │ │ │ │
│ II │ 6 +- 0,1│ - │0,03 │ 12 │ 10 │ 2,5│ 1,5│ 30 │ 36 │ 61 +-1│
│ │ │ │ │ │ │ │ │ │ │ │
│ III │10 +- 0,2│ - │0,04 │ 16 │ 10 │ 3 │ 3 │ 50 │ 60 │ 86 +-1│
├─────┼─────────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼───────┤
│ IV │ 6 +- 0,1│ 10 │0,03 │ М12 │ 15 │ 5 │ 5 │ 30 │ 36 │ 86 +-1│
│ │ │ │ │ │ │ │ │ │ │ │
│ V │10 +- 0,2│ 12 │0,04 │ М16 │ 15 │ 5 │ 5 │ 50 │ 60 │110 +-1│
│ │ │ │ │ │ │ │ │ │ │ │
├─────┴─────────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴───────┤
│Примечание. К - допускаемая разность наибольшего и наименьшего│
│диаметров на длине рабочей части образца. │
└───────────────────────────────────────────────────────────────────────┘
4.5. При испытании при повышенных температурах по требованию, оговоренному в стандарте или другой технической документации, допускается применение пропорциональных длинных цилиндрических образцов N 2 и 3 по ГОСТ 9651-84.
При наличии соответствующих приспособлений допускается применение образцов типов I, II и III для испытаний при повышенных температурах.
4.6. Рабочее сечения образцов всех типов должно полностью состоять из металла испытуемого участка. В головках образца допускается наличие металла других участков сварного соединения. На поверхности головки допускается наличие одной или двух (параллельных) лысок, а также наличие необработанной поверхности шва или основного металла.
Размеры головки в месте лыски должны быть: для образцов типов I, II и III - не менее  ; для образцов типов IV и V - не менее d.
; для образцов типов IV и V - не менее d.
Схема расположения образцов при испытании других участков металла шва или металла околошовной зоны устанавливается стандартами или другой технической документацией.

|
|
| 1988 × 1336 пикс. Открыть в новом окне | |

|
|
| 1980 × 1168 пикс. Открыть в новом окне | |

|
|
| 1992 × 1180 пикс. Открыть в новом окне | |

|
|
| 1981 × 1172 пикс. Открыть в новом окне | |

|
|
| 1981 × 1176 пикс. Открыть в новом окне | |

|
|
| 1980 × 1183 пикс. Открыть в новом окне | |

|
|
| 1984 × 1176 пикс. Открыть в новом окне | |
|
|
| 1988 × 1176 пикс. Открыть в новом окне | |

5. Испытание металла различных участков сварного соединения и наплавленного металла на ударный изгиб (на надрезанных образцах)
5.1. При испытании на ударный изгиб определяют ударную вязкость или работу удара, или процентное соотношение хрупкой и вязкой составляющих поверхности излома для металла шва, наплавленного металла, зоны сплавления и различных участков околошовной зоны при толщине основного металла 2 мм и более.
Ударную вязкость определяют в Дж/см2 (кгс х м/см2), если нет указаний в соответствующих стандартах или другой нормативно-технической документации.
5.2. Для испытания применяют образцы, форма, размер и качество поверхности которых соответствуют указанным на черт.5 (образцы с U-образным надрезом) или черт. 6 (образцы с V-образным надрезом). Предпочтительными являются образцы с V-образным надрезом).

По требованию, указанному в нормативно-технической документации, разрешается применять образцы типа VI (см. черт. 5) с надрезом по черт. 7 или 8.

|
|
| 1051 × 1316 пикс. Открыть в новом окне | |

|
|
| 356 × 293 пикс. Открыть в новом окне | |

|
|
| 390 × 352 пикс. Открыть в новом окне | |
5.3. Условное обозначение ударной вязкости или работы удара включает: символ ударной вязкости (КС) или работы удара (К); вид надреза (концентратора) (U, V); температуру испытания (температура +20°С не проставляется); максимальную энергию удара маятника (максимальная энергия в 300 Дж не проставляется); тип образца (тип образца VI и IX не проставляется); место расположения надреза (Ш - шов, ЗС - зона сплавления, ЗТВ - зона термического влияния, t - расстояние от границы сплавления до оси надреза). Значение t оговаривается в стандартах или другой технической документации. При расположении надреза поперек металла шва, зоны сплавления или зоны термического влияния в конце обозначения ставится буква П.
1. Ударная вязкость, определяемая на образце типа VII, при температуре +100°С, при максимальной энергии удара маятника 150 Дж, с надрезом вида U, расположенном в зоне сплавления: KCU(+100) 150 УПЗС.
2. Ударная вязкость, определяемая на образце типа XI, при температуре минус 40°С, при максимальной энергии удара маятника 50 Дж, с надрезом вида V, расположенном в зоне термического влияния на расстоянии (t, мм) от границы сплавления до оси надреза: KCV(-40) 50XIЗTBt.
3. Ударная вязкость, определяемая на образце типа VI, при температуре +20°С, при максимальной энергии удара маятника 300 Дж, с надрезом вида U, расположенном по металлу шва: KCUШ.
4. Ударная вязкость, определяемая на образце типа IX, при температуре +20°С, при максимальной энергии удара маятника 300 Дж, с надрезом вида V, расположенном поперек металла шва: KCVШ П.
5.4. Образцы различных типов дают несравнимые между собой результаты испытаний. Для отдельных случаев могут быть экспериментально установлены частные переводные коэффициенты.
5.5. При испытании на ударный изгиб должны применять образцы с максимально возможной для данной толщины основного металла шириной. В соответствии с этим при толщине основного металла 11 мм и более применяют образцы типа VI и IX, при толщине основного металла 6-10 мм - образцы типа VII или X, при толщине металла 2-5 мм - образцы типа VIII или XI. Использование образцов типов VII и Х вместо образцов типов VI и IX и образцов типов VIII и XI вместо образцов типов VII и Х или VI и IX допускается только при сравнительных испытаниях, при которых для одного из объектов сравнения применение тонкого образца обуславливается толщиной основного металла.
При вырезке образцов типов VI и IX из сварного соединения, выполненного из основного металла толщиной 11 мм, и образцов типов VII и Х - из основного металла толщиной 6 мм, допускается наличие необработанного основного металла на двух поверхностях образца. Поверхность основного металла образцов типов VIII и XI не обрабатывается.