Действующий
4. В стандарте учтены все положения международных стандартов ИСО 7976/1 и ИСО 7976/2 в части измерений элементов заводского изготовления
| Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, приложения |
| ГОСТ 10-75 | 2 |
| ГОСТ 162-80* | 2 |
| ГОСТ 164-80 | 2 |
| ГОСТ 166-80 | 2 |
| ГОСТ 427-75 | 2 |
| ГОСТ 577-68 | 2 |
| ГОСТ 7502-80 | 2 |
| ГОСТ 8026-75 | 3 |
| ГОСТ 10528-76 | 3 |
| ГОСТ 10529-86 | 3 |
| ГОСТ 11098-75 | 2 |
| ГОСТ 13837-79 | 2 |
| ГОСТ 17435-72 | 2 |
| ГОСТ 21779-82 | 2 |
| ГОСТ 26433.0-85 | 1; 5, приложение 3 |
| ТУ 3.824-78 | 1 |
| ТУ 2-034-225-87 | 2 |
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 1990 год
Поправка внесена юридическим бюро "Кодекс" по тексту ИУС N 12, 1990 год
Настоящий стандарт устанавливает правила выполнения измерений линейных и угловых размеров, отклонений формы и взаимного положения поверхностей деталей, изделий, конструкций и технологической оснастки, изготавливаемых на заводах, строительных площадках и полигонах.
Поправка внесена юридическим бюро "Кодекс" по тексту ИУС N 12, 1990 год
Настоящий стандарт устанавливает правила выполнения измерений линейных и угловых размеров, отклонений формы и взаимного положения поверхностей деталей, изделий, конструкций и технологической оснастки, изготавливаемых на заводах, строительных площадках и полигонах.
1. Общие требования к выбору методов и средств измерения, выполнению измерений и обработке их результатов следует принимать по ГОСТ 26433.0.
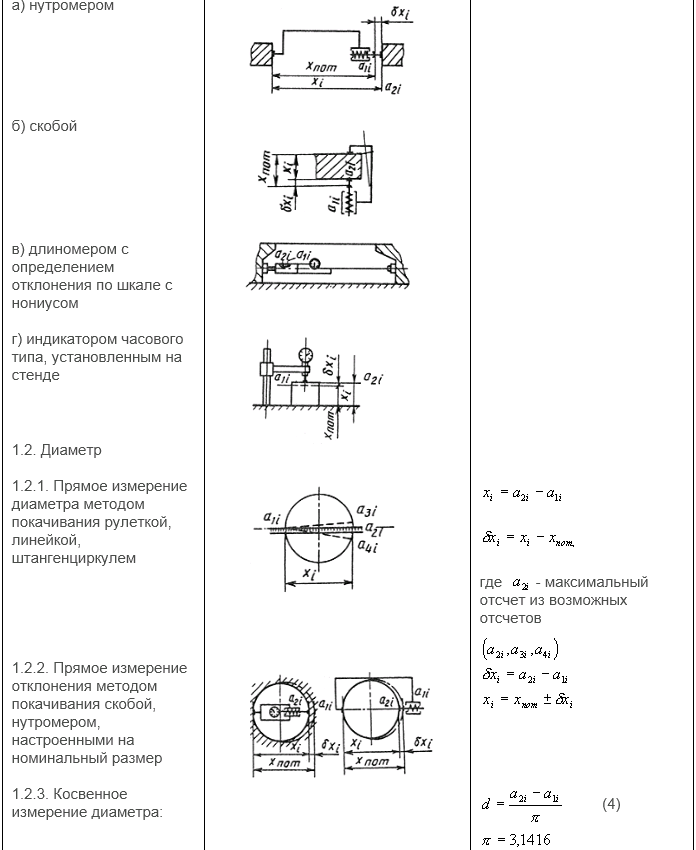
2. Для измерения линейных размеров и их отклонений применяют линейки по ГОСТ 427 и ГОСТ 17435, рулетки по ГОСТ 7502*, нутромеры по ГОСТ 10*, скобы по ГОСТ 11098, штангенциркули по ГОСТ 166*, штангенглубиномеры по ГОСТ 164**, индикаторы часового типа по ГОСТ 577, щупы по ТУ 2-034-225 и микроскопы типа МПБ-2 по ТУ 3.824.
* Действуют ГОСТ 7502-98, ГОСТ 10-88, ГОСТ 166-89, ГОСТ 164-90, соответственно.
** Текст соответствует оригиналу, следует читать ГОСТ 162.
В необходимых случаях следует применять средства специального изготовления с отсчетными устройствами в виде индикаторов часового типа, микрометрических головок и линейных шкал: рулетки со встроенным динамометром, длиномеры, нутромеры, скобы и клиновые щупы.
* Действуют ГОСТ 7502-98, ГОСТ 10-88, ГОСТ 166-89, ГОСТ 164-90, соответственно.
** Текст соответствует оригиналу, следует читать ГОСТ 162.
В необходимых случаях следует применять средства специального изготовления с отсчетными устройствами в виде индикаторов часового типа, микрометрических головок и линейных шкал: рулетки со встроенным динамометром, длиномеры, нутромеры, скобы и клиновые щупы.
3. Для измерения отклонений форм профиля поверхности применяют нивелиры по ГОСТ 10528*, теодолиты по ГОСТ 10529* или поверочные линейки по ГОСТ 8026* совместно со средствами линейных измерений (линейками, индикаторами, штангенинструментом и т. д.), а также оптические струны, визирные трубы, оптические плоскомеры и гидростатические высотомеры по действующим техническим условиям. Могут применяться также средства специального изготовления:
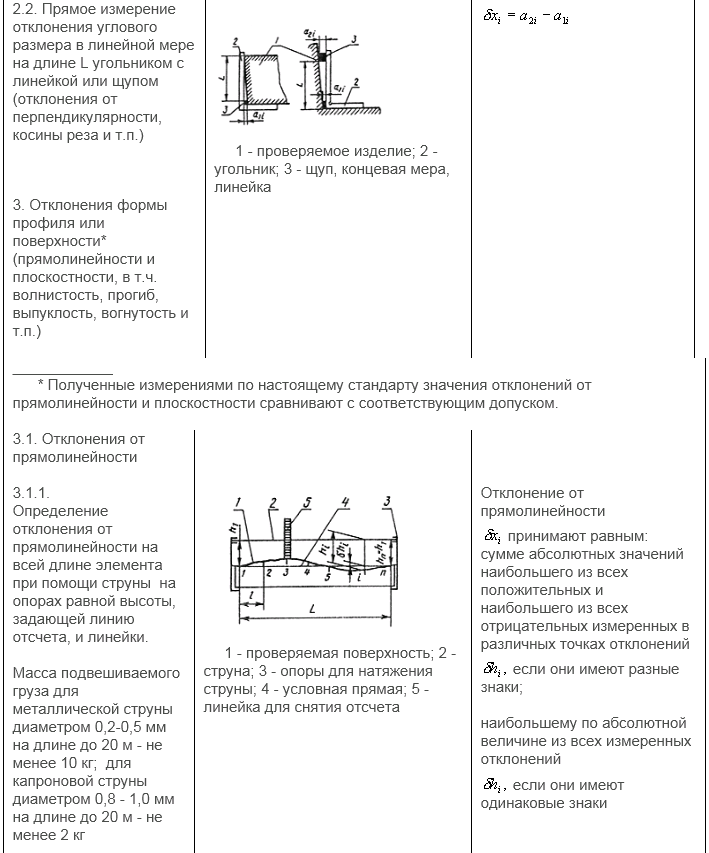
контрольные рейки, отвес-рейки, струны из стальной проволоки диаметром 0,2-0,5 мм или синтетической лески диаметром 0,8-1,0 мм.
* Действуют ГОСТ 10528-90, ГОСТ 10529-96, ГОСТ 8026-92, соответственно.
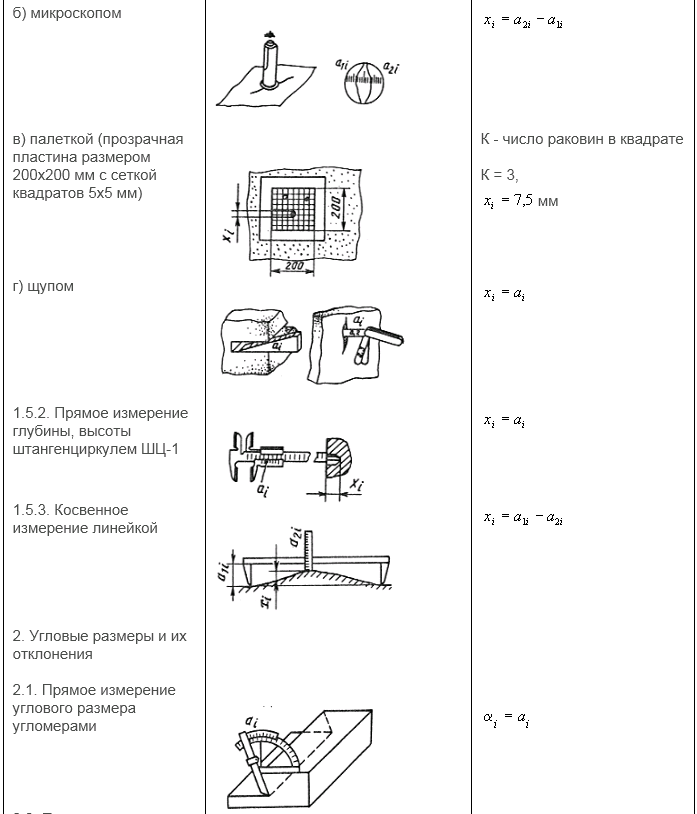
4. Угловые размеры проверяют угломерами, а их отклонения, выраженные линейными единицами, - линейками и щупами с применением угольников, калибров, шаблонов.
* Действуют ГОСТ 10528-90, ГОСТ 10529-96, ГОСТ 8026-92, соответственно.
4. Угловые размеры проверяют угломерами, а их отклонения, выраженные линейными единицами, - линейками и щупами с применением угольников, калибров, шаблонов.
5. В зависимости от материала, размеров и особенностей формы элементов могут применяться также не предусмотренные настоящим стандартом средства, обеспечивающие требуемую по ГОСТ 26433.0 точность измерений.
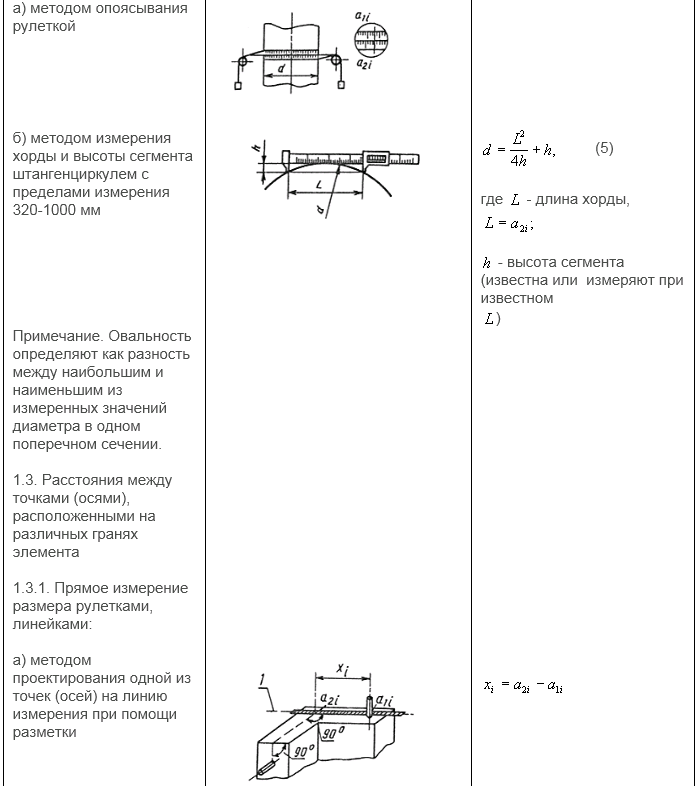
При этом соответствие реального взаимного положения поверхностей элемента (линий, осей) установленным требованиям определяют измерением соответствующих линейных и угловых размеров и их отклонений. Положение проемов, выступов, вкладышей, закладных деталей и других характерных деталей элемента проверяют измерением указанных в рабочих чертежах размеров между этими деталями или между деталями и гранями (линиями, точками) элемента, принятыми за начало отсчета.
7. Если в стандартах, технических условиях или рабочих чертежах не установлены места измерений размеров элемента, то эти места определяют в соответствии с настоящим стандартом. Длину, ширину, толщину, диаметр, а также угловые размеры или их отклонения измеряют в двух крайних сечениях элемента на расстоянии 50-100 мм от краев, а при длине или ширине элемента более 2,5 м - и в соответствующем среднем его сечении.
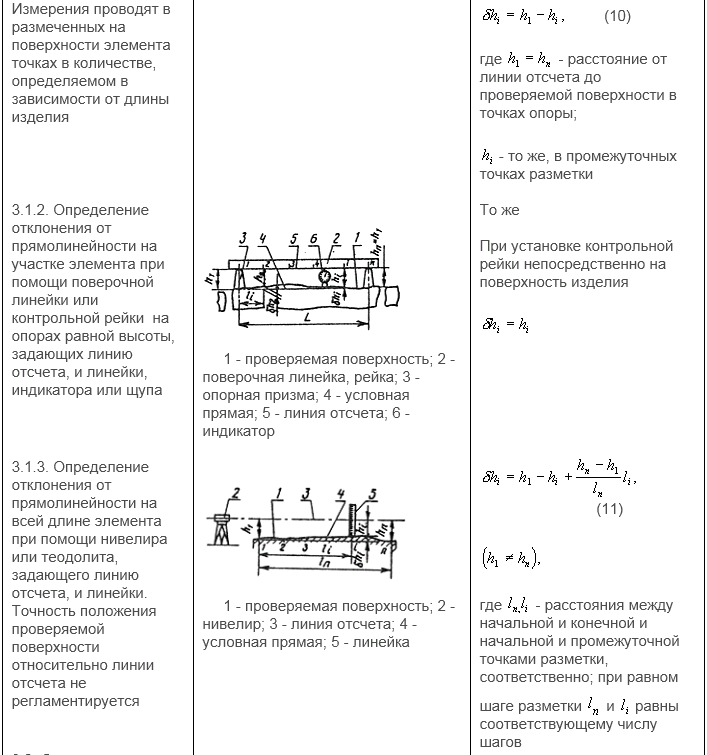
Отклонения от прямолинейности на лицевой поверхности плоских элементов измеряют не менее чем в двух любых сечениях элемента, как правило, в направлении светового потока, падающего на эту поверхность в условиях эксплуатации.
Отклонения от прямолинейности боковых граней плоских элементов измеряют в одном из сечений вдоль каждой из граней, а для элементов цилиндрической формы - вдоль не менее двух образующих, расположенных во взаимно перпендикулярных сечениях.
Отклонения от прямолинейности ребра элемента измеряют в сечениях по обеим поверхностям, образующим это ребро, на расстоянии не более 50 мм от него или непосредственно в месте пересечения этих поверхностей.
Отклонения от прямолинейности на лицевой поверхности плоских элементов измеряют не менее чем в двух любых сечениях элемента, как правило, в направлении светового потока, падающего на эту поверхность в условиях эксплуатации.
Отклонения от прямолинейности боковых граней плоских элементов измеряют в одном из сечений вдоль каждой из граней, а для элементов цилиндрической формы - вдоль не менее двух образующих, расположенных во взаимно перпендикулярных сечениях.
Отклонения от прямолинейности ребра элемента измеряют в сечениях по обеим поверхностям, образующим это ребро, на расстоянии не более 50 мм от него или непосредственно в месте пересечения этих поверхностей.
8. Значения предельных погрешностей измерений, которые могут быть использованы при выборе методов и средств измерений, приведены в приложении 2.

|
|
| 696 × 795 пикс. Открыть в новом окне | |

|
|
| 695 × 841 пикс. Открыть в новом окне | |
|
|
| 696 × 850 пикс. Открыть в новом окне | |
|
|
| 697 × 786 пикс. Открыть в новом окне | |

|
|
| 696 × 855 пикс. Открыть в новом окне | |
|
|
| 697 × 814 пикс. Открыть в новом окне | |
|
|
| 709 × 853 пикс. Открыть в новом окне | |
|
|
| 707 × 755 пикс. Открыть в новом окне | |

|
|
| 706 × 887 пикс. Открыть в новом окне | |

|
|
| 709 × 431 пикс. Открыть в новом окне | |

Предельные погрешности измерений с применением рекомендуемых средств измерений приведены в табл.2-4 и рассчитаны для температуры воздуха t = (20±8) °С и разности температур объекта и средства измерения, равной 2 °С. Натяжение рулетки осуществляется вручную.
Интервалы | Предельные погрешности измерения, мм | |||||
| номинальных размеров, мм | Штангенин- струмент, величина отсчета по нониусу 0,1 мм | Нутромеры, скобы,вели- чина отсче- та по индикатору, мик- рометру, нониусу 0,01 мм | Линейки металли- ческие, цена деления 1,0 мм | Штангенцир- куль, метод хорды и высоты сегмента | Рулетки 3-го класса, цена деления 1,0 мм | Длиномеры, величина отсчета по нониусу 0,1 мм |
| Св. 1 до 50 | 0,1 | - | 0,4 | |||
| " 50 " 200 | 0,2 | 0,02 | 0,4 | |||
| " 200 " 500 | 0,2 | 0,03 | 0,5 | 0,6 | 0,5* | |
| " 500 " 1000 | 0,3 | 0,05 | 0,5 | 1,0 | 0,5*;0,5** | |
| " 1000 " 4000 | 0,5 | 0,2 | 1,4 | 1,5*;1,0** | 0,8 | |
| " 4000 " 6000 | 0,3 | 2,5 | 2,0*;1,5** | 1,0 | ||
| " 6000 " 10000 | 0,4 | 4,0 | 2,5*;2,0** | 1,5 | ||
| " 10000 " 16000 | 3,5* | 2,5 | ||||
| " 16000 " 25000 | 4,5* | 3,0 | ||||
* Приведены погрешности измерения длин и диаметров.
** Погрешности измерения диаметров методом опоясывания.
** Погрешности измерения диаметров методом опоясывания.
| Предельные погрешности измерений, мм | |||||||||||
Интервалы номинальных размеров, мм | Поверочная линейка | Рейка | Струна метал- лическая или капроновая | Оптическая струна, плоскомер, зрительные трубы типа | Нивелир | Теодолит | Средства измерения специального изготовления | ||||
| с отсчетом по | ППС,гидроста- | Н05 | Н-3, НЗК | Т-2, Т5 | |||||||
| инди- | ли- | ли- | микро- | ли- | тический | ||||||
| катору | нейке | нейке | скопу | нейке | уровень, микрони- велир, | Отсчет по линейке с ценой деления 1,0 мм | НПЛ-1 | НПР-1 | |||
| с ценой деления, мм | уровень | ||||||||||
| 0,01 | 1,0 | 1,0 | 0,01 | 1,0 | |||||||
| До 100 | - | - | - | - | - | 0,02 | 0,02 | ||||
| Св. 100 до 200 | - | - | - | - | - | ||||||
| " 200 " 1000 | 0,08 | 0,4 | 0,4 | - | - | 0,01 | |||||
| " 1000 " 2000 | 0,08 | 0,4 | 0,4 | 0,05 | 0,3 | 0,02 | |||||
| " 2000 " 3000 | 0,15 | 0,4 | 0,1 | 0,4 | 0,03 | 0,5 | 1,0 | ||||
| " 3000 " 5000 | 0,1 | 0,4 | 0,05 | 0,5 | 1,0 | ||||||
| " 5000 " 8000 | 0,2 | 0,4 | 0,06 | 0,2 | 0,8 | 1,0 | |||||
| " 8000 " 10000 | 0,2 | 0,5 | 0,1 | 0,2 | 0,8 | 1,0 | |||||
| " 10000 " 20000 | 0,3 | 0,5 | 0,2 | 0,4 | 1,0 | 2,0 | |||||
| " 20000 " 30000 | 0,3 | 1,0 | 0,2 | 0,4 | 1,0 | 2,0 | |||||
| Средство измерения | Погрешность измерения |
| 1. Угломер механический | ± (2-10)' |
| 2. Угломер оптический | ± 20' |
| 3. Квадрант оптический | ± 10" |
| 4. Угольник | ± 30" |
| 5. Уровни брусковые, уровни рамные | Равна цене деления уровня |
| 6. Уровни микрометрические | То же |
1. Линию отсчета задают струной, линейкой или рейкой на опорах равной высоты, устанавливаемых в размеченных точках по краям элемента.
1.1. Отклонения от условной плоскости в каждой из размеченных точек по продольным или поперечным сечениям элемента вычисляют по формуле
в каждой из размеченных точек по продольным или поперечным сечениям элемента вычисляют по формуле

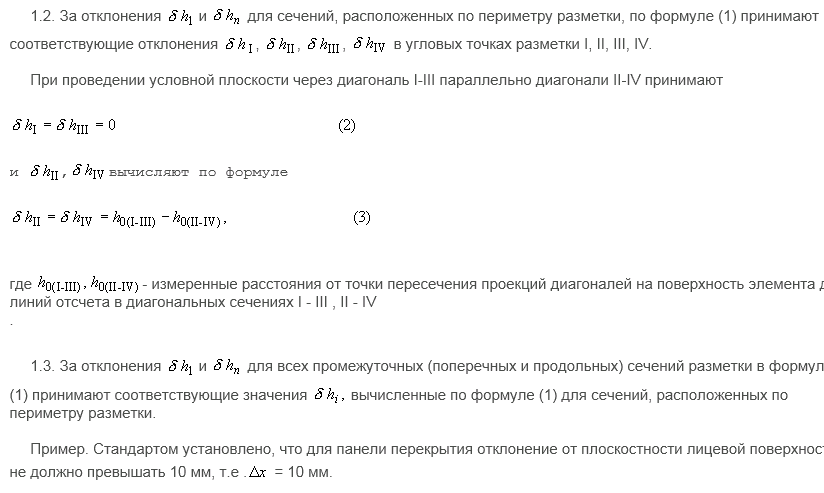
В соответствии с приложением 2 принимаем метод измерения струной со снятием отсчетов по линейке с миллиметровыми делениями.
Размечаем проверяемую поверхность, приняв шаг между точками равным 1000 мм. Натягивая вручную рулетку, наносим на поверхности мелом риски через 1000 мм по периметру, в центре пересечения диагоналей, в продольных и поперечных сечениях; нумеруем в соответствии с разметкой точки поверхности на схеме (черт.1).
Размечаем проверяемую поверхность, приняв шаг между точками равным 1000 мм. Натягивая вручную рулетку, наносим на поверхности мелом риски через 1000 мм по периметру, в центре пересечения диагоналей, в продольных и поперечных сечениях; нумеруем в соответствии с разметкой точки поверхности на схеме (черт.1).
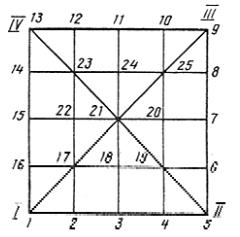
Устанавливаем струну по поперечным и продольным сечениям и снимаем отсчеты в каждой точке в прямом и обратном направлениях.
Результаты наблюдений записываем в протокол (табл.5) и вычисляем в каждой точке средние значения из отсчетов, снятых в прямом и обратном направлениях.
Результаты наблюдений записываем в протокол (табл.5) и вычисляем в каждой точке средние значения из отсчетов, снятых в прямом и обратном направлениях.
Расстояние от линии отсчета до поверхности, мм | |||||
| Обозначение сечения | Номер точки i | прямо | обратно | среднее значение | Отклонения от условной плоскости,мм, |
| I | 50 | 50 | 50 | 0 | |
| I - III | 0(21) | 56 | 56 | 56 | - |
| III | 50 | 50 | 50 | 0 | |
| II | 50 | 50 | 50 | 3,0 | |
| II - IV | 0(21) | 52 | 54 | 53 | - |
| IV | 50 | 50 | 50 | 3,0 | |
| 1 | 50 | 50 | 50 | 0 | |
| 2 | 46 | 46 | 46 | 4,8 | |
| I - II | 3 | 50 | 48 | 49 | 2,5 |
| 4 | 50 | 52 | 51 | 1,2 | |
| 5(II) | 50 | 50 | 50 | 3,0 | |
| 5 | 50 | 50 | 50 | 3,0 | |
| 6 | 52 | 52 | 52 | 0,2 | |
| II - III | 7 | 55 | 52 | 54 | -2,5 |
| 8 | 53 | 53 | 53 | -2,2 | |
| 9 | 50 | 50 | 50 | 0 | |
| 9 | 50 | 50 | 50 | 0 | |
| 10 | 48 | 48 | 48 | 2,8 | |
| III - IV | 11 | 47 | 45 | 46 | 5,5 |
| 12 | 47 | 47 | 47 | 5,2 | |
| 13 | 50 | 50 | 50 | 3,0 | |
| 13 | 50 | 50 | 50 | 3,0 | |
| 14 | 49 | 49 | 49 | 3,2 | |
| IV - I | 15 | 53 | 53 | 53 | -1,5 |
| 16 | 51 | 50 | 51 | -0,2 | |
| 1 | 50 | 50 | 50 | 0 | |
| 16 | 50 | 50 | 50 | -0,2 | |
| 17 | 46 | 46 | 46 | 3,9 | |
| 16 - 6 | 18 | 46 | 48 | 47 | 3,0 |
| 19 | 49 | 49 | 49 | 0,9 | |
| 6 | 50 | 50 | 50 | +0,2 | |
| 7 | 50 | 50 | 50 | -2,5 | |
| 20 | 52 | 52 | 52 | -4,2 | |
| 7 - 15 | 21 | 57 | 57 | 57 | -4,0 |
| 22 | 55 | 55 | 55 | -1,7 | |
| 15 | 50 | 50 | 50 | -1,5 | |
| 14 | 50 | 50 | 50 | 3,2 | |
| 23 | 48 | 49 | 48 | 3,8 | |
| 14 - 8 | 24 | 48 | 48 | 48 | 2,5 |
| 25 | 49 | 49 | 49 | 0,2 | |
| 8 | 50 | 50 | 50 | -2,2 | |
