Действующий
При необходимости применения посадок строительных элементов с отрицательными и нулевыми зазорами следует руководствоваться ГОСТ 25346 и ГОСТ 25347.
1.1. Значения технологических допусков изготовления элементов зданий и сооружений и выполнения разбивочных, строительных и монтажных работ принимают согласно ГОСТ 21778 и ГОСТ 21780 в пределах установленных настоящим стандартом классов точности выполняемых процессов и операций и в зависимости от используемых средств технологического обеспечения и контроля точности.
а основе принятых значений технологических допусков устанавливают симметричные или несимметричные предельные отклонения, сумма абсолютных значений которых должна быть равна допуску.
1.2. Соответствие принимаемых технологических допусков и предельных отклонений геометрических параметров используемым средствам технологического обеспечения и контроля точности устанавливают на основе статистического анализа точности технологических процессов и операций согласно ГОСТ 23615.
1.3. Технологические допуски и предельные отклонения различных геометрических параметров здания, сооружения или их отдельного элемента должны, как правило, назначаться разных классов точности в зависимости от функциональных, конструктивных, технологических и экономических требований.
Если указанные требования не предъявляют, точность соответствующих параметров допускается не регламентировать.
1.4. При назначении технологических допусков и предельных отклонений геометрических параметров необходимо указывать методы и условия измерения этих параметров.
1.5. Границы интервалов номинальных размеров, для которых установлены технологические допуски, приняты в настоящем стандарте на основе рядов предпочтительных чисел, установленных ГОСТ 6636. При этом значения технологических допусков  в миллиметрах вычислены по формуле
в миллиметрах вычислены по формуле
где  - единица допуска, определяемая в зависимости от значения нормируемого геометрического параметра по формулам рекомендуемого приложения 3, мм;
- единица допуска, определяемая в зависимости от значения нормируемого геометрического параметра по формулам рекомендуемого приложения 3, мм;
2.1. Точность изготовления элементов характеризуют допусками и предельными отклонениями их линейных размеров (черт. 1), а также формы и взаимного положения поверхностей.
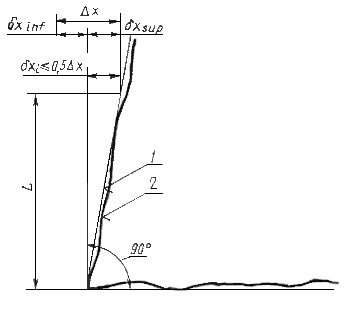
Допуски и предельные отклонения формы и взаимного положения поверхностей устанавливают, если требуется ограничить искажения формы элементов, не выявляемые при контроле точности линейных размеров. При этом точность формы поверхностей призматических прямоугольных элементов характеризуют допусками прямолинейности и предельными отклонениями от прямолинейности (черт. 2) и допусками плоскостности и предельными отклонениями от плоскостности (черт. 3), а точность взаимного положения поверхностей этих элементов - допусками перпендикулярности и предельными отклонениями от перпендикулярности (черт. 4).

а - допуск и отклонение от прямолинейности при измерениях на заданной длине; б - то же, при измерениях на всей длине; 1 - условная (прилегающая) прямая; 2 - прямые, ограничивающие поле допуска; 3 - реальный профиль; 4 - условная (проходящая через крайние точки) прямая
2.2. Допуски линейных размеров элементов регламентируют точность их изготовления по длине, ширине, высоте, толщине или диаметру, точность размеров и положения выступов, выемок, отверстий, проемов, крепежных и соединительных деталей, а также точность положения наносимых на элементы ориентиров. Эти допуски принимают по табл. 1 в зависимости от номинального размера L, точность которого нормируют.


а - допуск плоскостности и отклонение от плоскостности при измерениях от прилегающей плоскости; б - то же, при измерениях от условной плоскости, проходящей через три крайние точки реальной поверхности; 1 - условная (прилегающая) плоскость; 2 - плоскости, ограничивающие поле допуска; 3 - реальная поверхность; 4 - условная (проходящая через три крайние точки) плоскость

а - допуск и отклонения при измерениях на заданной длине; б - то же, при измерениях на всей длине; 1 - условная (прилегающая) плоскость; 2 - реальная поверхность; 3 - условная (проходящая через крайние точки) плоскость
| Интервал номинального | Значение допуска для класса точности | ||||||||
| размера L | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
До 20 | 0,24 | 0,4 | 0,6 | 1,0 | 1,6 | 2,4 | 4 | 6 | 10 |
| Св. 20 до 60 | 0,30 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 5 | 8 | 12 |
| " 60 " 120 | 0,40 | 0,6 | 1,0 | 1,6 | 2,4 | 4,0 | 6 | 10 | 16 |
| " 120 " 250 | 0,50 | 0,8 | 1,2 | 2,0 | 3,0 | 5,0 | 8 | 12 | 20 |
| " 250 " 500 | 0,60 | 1,0 | 1,6 | 2,4 | 4,0 | 6,0 | 10 | 16 | 24 |
| " 500 " 1000 | 0,80 | 1,2 | 2,0 | 3,0 | 5,0 | 8,0 | 12 | 20 | 30 |
| " 1000 " 1600 | 1,00 | 1,6 | 2,4 | 4,0 | 6,0 | 10,0 | 16 | 24 | 40 |
| " 1600 " 2500 | 1,20 | 2,0 | 3,0 | 5,0 | 8,0 | 12,0 | 20 | 30 | 50 |
| " 2500 " 4000 | 1,60 | 2,4 | 4,0 | 6,0 | 10,0 | 16,0 | 24 | 40 | 60 |
| " 4000 " 8000 | 2,00 | 3,0 | 5,0 | 8,0 | 12,0 | 20,0 | 30 | 50 | 80 |
| " 8000 " 16000 | 2,40 | 4,0 | 6,0 | 10,0 | 16,0 | 24,0 | 40 | 60 | 100 |
| " 16000 " 25000 | 3,00 | 5,0 | 8,0 | 12,0 | 20,0 | 30,0 | 50 | 80 | 120 |
| " 25000 " 40000 | 4,00 | 6,0 | 10,0 | 16,0 | 24,0 | 40,0 | 60 | 100 | 160 |
| " 40000 " 60000 | 5,00 | 8,0 | 12,0 | 20,0 | 30,0 | 50,0 | 80 | 120 | 200 |
| Значения К | 0,10 | 0,16 | 0,25 | 0,40 | 0,60 | 1,0 | 1,6 | 2,5 | 4,0 |
2.3. Допуски прямолинейности принимают по табл. 2 для рассматриваемых сечений элемента на всю длину элемента или на заданной длине в зависимости от номинального значения этого размера. Значения заданной длины выбирают из ряда: 400, 600, 1000,1600 и 2500 мм.
Интервал номинального | Значение допуска для класса точности | |||||
| размера L | 1 | 2 | 3 | 4 | 5 | 6 |
| До 1000 Св. 1000 до 1600 “ 1600 “ 2500 “ 2500 “ 4000 “ 4000 “ 8000 “ 8000 “ 16000 “ 16000 “ 25000 “ 25000 “ 40000 “ 40000 “ 60000 | 2,0 2,4 3,0 4,0 5,0 6,0 8,0 10,0 12,0 | 3 4 5 6 8 10 12 16 20 | 5 6 8 10 12 16 20 24 30 | 8 10 12 16 20 24 30 40 50 | 12 16 20 24 30 40 50 60 80 | 20 24 30 40 50 60 80 100 120 |
| Значения К | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 |
2.4. Допуски плоскостности принимают по табл. 2 для всей рассматриваемой поверхности элемента в зависимости от большего номинального размера L поверхности элемента.
2.5. Допуски перпендикулярности рассматриваемых поверхностей элемента принимают по табл. 3 в зависимости от меньшего номинального размера L поверхностей, перпендикулярность которых регламентируют, или заданной длины в сечении элемента. Значения заданной длины выбирают из ряда: 400, 500, 600, 800 и 1000 мм.