Действующий
| Наименование изделия | Схема изделия | Назначение | ||||
| Отбортовка |
| Для разъемных соединений трубопроводов из ПВД, ПНД, ПП и ПВХ с применением свободных металлических фланцев | ||||
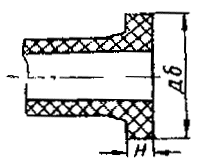
| Втулка формованная под фланец |
| Для разъемных соединений трубопроводов из ПВД, ПНД и ПП с применением свободных металлических фланцев | ||||
| Раструб |
| Для неразъемных свариваемых враструб соединений трубопроводов из ПВД, ПНД и ПП и склеиваемых из ПВХ | ||||
| Калиброванный конец трубы |
| Для неразъемных клеевых соединений трубопроводов из ПВХ | ||||
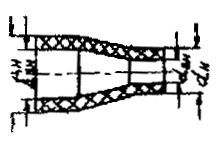
| Переход |
| Для неразъемных соединений различных диаметров труб из ПВД, ПНД и ПП | ||||



| Параметр | Размеры деталей, мм, в зависимости от наружного диаметра труб, Dн, мм | ||||||||||||||||
| 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 315 | |
| Наружный диаметр отбортовки, D | 51 | 63 | 74 | 86 | 94 | 116 | 130 | 150 | 170 | 178 | 205 | 225 | 232 | 265 | 282 | 312 | 365 |
| Радиус отбортовки, Ro | 7 | 8 | 8 | 9 | 10 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 16 | 17 | 18 | 19 | 20 |
| Толщина отбортовки, Но | Не менее толщины стенки трубы | ||||||||||||||||
| Длина цилиндрической части раструба или калиброванного конца трубы, lр | 19 | 22 | 26 | 31 | 38 | 44 | 51 | 61 | 69 | 76 | 88 | 96 | 106 | 119 | - | - | - |
Примечания: 1. Допускаемые отклонения размеров должны соответствовать
по СТ СЭВ 145-75 и СТ СЭВ 177-75.

|
|
| 538 × 453 пикс. Открыть в новом окне | |
| Dн, мм | Длина lо в зависимости от материала и типа труб, мм | ||||||||||||
| ПНД | ПВД | ПВХ | |||||||||||
| Л | СЛ | С | Т | Л | СЛ | С | Т | Л | СЛ | С | Т | ОТ | |
| 25 | - | - | 23 | 24 | - | 23 | 24 | 28 | - | - | - | 23 | 23 |
| 32 | - | - | 27 | 29 | 27 | 27 | 29 | 33 | - | - | - | 26 | 27 |
| 40 | - | 28 | 28 | 30 | 28 | 29 | 31 | 36 | - | - | 27 | 27 | 29 |
| 50 | - | 28 | 29 | 31 | 23 | 30 | 33 | 38 | - | - | 27 | 28 | 30 |
| 63 | 22 | 23 | 24 | 27 | 23 | 26 | 28 | 34 | - | - | 22 | 23 | 26 |
| 75 | 29 | 30 | 32 | 36 | 31 | 34 | 37 | 44 | - | 29 | 29 | 31 | 34 |
| 90 | 27 | 29 | 31 | 35 | 30 | 33 | 37 | 44 | - | 27 | 28 | 30 | 33 |
| 110 | 27 | 29 | 20 | 36 | 30 | 34 | 38 | 47 | 26 | 26 | 28 | 30 | 34 |
| 125 | 30 | 32 | 35 | 41 | 34 | 38 | 43 | 53 | 29 | 30 | 31 | 34 | 38 |
| 140 | 26 | 28 | 30 | 37 | 29 | 34 | - | - | 24 | 25 | 26 | 29 | 34 |
| 160 | 30 | 33 | 36 | 43 | 35 | 40 | - | - | 28 | 29 | 31 | 35 | 40 |
| 180 | 30 | 33 | 37 | 44 | - | - | - | - | 27 | 29 | 31 | 35 | 44 |
| 200 | 23 | 26 | 30 | 37 | - | - | - | - | 19 | 22 | 24 | 28 | 34 |
| 225 | 28 | 31 | 36 | 45 | - | - | - | - | 24 | 27 | 29 | 34 | 40 |
| 250 | 24 | 27 | 32 | 42 | - | - | - | - | 19 | 22 | 25 | 30 | 37 |
| 280 | 24 | 28 | 34 | 44 | - | - | - | - | 19 | 23 | 26 | 31 | 39 |
| 315 | 35 | 40 | 47 | - | - | - | - | - | 30 | 34 | 37 | 43 | 53 |
| Dн, мм | Длина lф в зависимости от материала и типа труб, мм | |||
| ПНД, ПП | ПНД | ПВД | ||
| С | Т | С | Т | |
| 25 | 56 | 75 | 64 | 64 |
| 32 | 111 | 93 | 72 | 60 |
| 40 | 117 | 91 | 70 | 83 |
| 50 | 123 | 100 | 73 | 93 |
| 63 | 96 | 79 | 71 | 62 |
| 75 | 116 | 94 | 84 | 72 |
| 90 | 117 | 103 | 79 | 71 |
| 110 | 75 | 99 | 86 | 70 |
| 125 | 119 | 98 | 97 | 85 |
| 140 | 98 | 87 | 82 | - |
| 160 | 120 | 99 | 100 | - |
| 180 | 122 | 97 | - | - |
| 200 | 94 | 86 | - | - |
| 225 | 118 | 104 | - | - |
4.17. Цилиндрический раструб должен формоваться пуансоном, вдвигаемым в размягченную трубу, а калибровка осуществляется гильзой, надвигаемой на ее конец. Для труб из ПВХ допускается формование раструба посредством вдвигания холодной трубы со снятой фаской на конце в разогретый конец другой трубы.
4.18. Для формования следует применять устройства с ручным или механизированным приводом, обеспечивающие давление на площадь опорной поверхности, равное 0,8 МПа (при отбортовке) и 2,5 МПа (при изготовлении втулок под фланец).
4.19. Отформованную деталь следует охлаждать совместно с формовочным инструментом до температуры 35 С и ниже. Допускается принудительное охлаждение отформованных деталей и пресс-форм водой или сжатым воздухом. На время хранения в раструбы на трубах из полиэтилена, подготовленные под контактную сварку враструб, необходимо устанавливать деревянные катушки.
| Конструкция формующего инструмента | Вид выполняемой операции | Основные размерные зависимости, мм | ||||
| Отбортовка | d1 = Dвн d2 = Dвн - (35) d3 = D r = Ro, l = 2Но C = Но, L = 1,3l | ||||
| Изготовление раструбов | d1 = Dн d2 = Dвн - (12) l = lp, L = 2l | ||||
| Изготовление втулок под фланец | d1 = Dвн d2 = Dвн - (35) d3 = Dн d4 = D l = 2Н, C = 2Н, L = 1,3l | ||||
| Калибровка концов труб | d1 = 1,015Dн l = lp | ||||
| Формование переходов | d1 = Dвн d2 = dвн d3 = 1,015Dн d4 = 1,015dн = 15 | ||||





4.20. Поверхность формованных изделий должна быть ровной и гладкой; допускаются незначительные следы от формующего и калибрующего инструмента. Не допускаются трещины, газовые поры и следы холодных спаев на формованной поверхности трубы (заготовки) и ее торце.
Разнотолщинность цилиндрических участков отформованных деталей не должна превышать допуски на толщину стенки трубы.
4.21. Контролировать качество формованных изделий следует в соответствии с пунктом 4.20, а также отраслевыми нормативными документами, утвержденными в установленном порядке.
4.22. Гибку труб следует производить на специальных трубогибочных станках при соотношении
обкаткой роликом вокруг шаблона без применения наполнителя (рис. 1, а) и при соотношении
наматыванием на шаблон с внутренней оправкой-дорном (рис. 1, 6).

|
|
| 841 × 505 пикс. Открыть в новом окне | |

|
|
| 841 × 505 пикс. Открыть в новом окне | |
Радиус изгиба по оси трубы принимают в соответствии с указаниями в проекте, а при отсутствии таких указаний - равным 4 Dн.

а - способом обкатки роликом вокруг шаблона; б - способом наматывания на шаблон с внутренней оправкой; 1 - гибочный шаблон; 2 - зажим; 3 - оправка; 4 - труба; 5 - ролик;

Величину угла изгиба в связи с наличием упругой деформации разгиба после снятия изделия с шаблона следует увеличивать в 1,065 раза при изгибе труб из ПВД и в 1,11 раза при изгибе труб из ПНД и ПП. Трубы из ПВХ упругой деформации разгиба не имеют.
4.25. Перед гибкой трубу (заготовку) нагревают в жидкостных ваннах, электропечах и т.д. в соответствии с пп. 4.10-4.13.
