Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
┌─────────────────┬─────────────────────────────────────────────────────┐
│ Тип сварного │ Способ и технологические особенности сварки │
│ соединения │ │
├───────┬─────────┼──────────────────────┬────────┬─────────────────────┤
│Наиме- │Обозначе-│ Наименование │Обозна- │ Положение стержней │
│нование│ ние, │ │ чение │ при сварке │
│ │ номер │ │ │ │
├───────┼─────────┼──────────────────────┼────────┼─────────────────────┤
│Кресто-│ К1 │Контактная точечная│ Кт │ Любое │
│образ- │ │двух стержней │ │ │
│ное │ К2 │То же, трех стержней │ Кт │ │
│ │ К3 │Дуговая ручная│ Рр │ │
│ │ │прихватками │ │ │
├───────┼─────────┼──────────────────────┼────────┼─────────────────────┤
│Стыко- │ С1 │Контактная стержней│ Ко │ Горизонтальное │
│вое │ │одинакового диаметра │ │ │
│ │ С2 │То же, разного│ Кн │ -"- │
│ │ │диаметра │ │ │
│ │ С3 │Контактная стержней│ Км │ -"- │
│ │ │одинакового диаметра с│ │ │
│ │ │последующей │ │ │
│ │ │механической │ │ │
│ │ │обработкой │ │ │
│ │ С4 │То же, с│ Кп │ -"- │
│ │ │предварительной │ │ │
│ │ │механической │ │ │
│ │ │обработкой │ │ │
│ │ С5 │Ванная │ Мф │ -"- │
│ │ │механизированная под│ │ │
│ │ │флюсом в инвентарной│ │ │
│ │ │форме │ │ │
│ │ С6 │Дуговая │ Мп │ -"- │
│ │ │механизированная │ │ │
│ │ │порошковой проволокой│ │ │
│ │ │в инвентарной форме │ │ │
│ │ С7 │Ванная одноэлектродная│ Рв │ -"- │
│ │ │в инвентарной форме │ │ │
│ │ С8 │Ванная │ Мф │ Вертикальное │
│ │ │механизированная под│ │ │
│ │ │флюсом в инвентарной│ │ │
│ │ │форме │ │ │
│ │ С9 │Дуговая │ Мп │ -"- │
│ │ │механизированная │ │ │
│ │ │порошковой проволокой│ │ │
│ │ │в инвентарной форме │ │ │
│ │ С10 │Ванная одноэлектродная│ Рв │ -"- │
│ │ │в инвентарной форме │ │ │
│ │ С11 │Ванная │ Мф │ Горизонтальное │
│ │ │механизированная под│ │ │
│ │ │флюсом в инвентарной│ │ │
│ │ │форме спаренных│ │ │
│ │ │стержней │ │ │
│ │ С12 │Дуговая │ Мп │ -"- │
│ │ │механизированная │ │ │
│ │ │порошковой проволокой│ │ │
│ │ │в инвентарной форме│ │ │
│ │ │спаренных стержней │ │ │
│ │ С13 │Ванная одноэлектродная│ Рв │ -"- │
│ │ │в инвентарной форме│ │ │
│ │ │спаренных стержней │ │ │
│ │ С14 │Дуговая │ Мп │ -"- │
│ │ │механизированная │ │ │
│ │ │порошковой проволокой│ │ │
│ │ │на стальной│ │ │
│ │ │скобе-накладке │ │ │
│ │ С15 │Ванно-шовная на│ Рс │ Горизонтальное │
│ │ │стальной │ │ │
│ │ │скобе-накладке │ │ │
│ │ С16 │Дуговая │ Мо │ -"- │
│ │ │механизированная │ │ │
│ │ │открытой дугой голой│ │ │
│ │ │легированной │ │ │
│ │ │проволокой (СОДГП) на│ │ │
│ │ │стальной │ │ │
│ │ │скобе-накладке │ │ │
│ │ С17 │Дуговая │ Мп │ Вертикальное │
│ │ │механизированная │ │ │
│ │ │порошковой проволокой│ │ │
│ │ │на стальной│ │ │
│ │ │скобе-накладке │ │ │
│ │ С18 │Дуговая │ Мо │ -"- │
│ │ │механизированная │ │ │
│ │ │открытой дугой голой│ │ │
│ │ │легированной │ │ │
│ │ │проволокой (СОДГП) на│ │ │
│ │ │стальной │ │ │
│ │ │скобе-накладке │ │ │
│ │ С19 │Дуговая ручная│ Рм │ -"- │
│ │ │многослойными швами│ │ │
│ │ │на стальной│ │ │
│ │ │скобе-накладке │ │ │
│ │ С20 │Дуговая ручная│ Рм │ -"- │
│ │ │многослойными швами│ │ │
│ │ │без стальной│ │ │
│ │ │скобы-накладки │ │ │
│ │ С21 │Дуговая ручная швами с│ Рн │ Любое │
│ │ │накладками из стержней│ │ │
│ │ С22 │То же, швами с│ Ру │ -"- │
│ │ │удлиненными накладками│ │ │
│ │ │из стержней │ │ │
│ │ С23 │Дуговая ручная швами│ Рэ │ -"- │
│ │ │без дополнительных│ │ │
│ │ │технологических │ │ │
│ │ │элементов │ │ │
│ │ С24 │Ванная │ Мф │ Горизонтальное │
│ │ │механизированная под│ │ │
│ │ │флюсом в│ │ │
│ │ │комбинированных │ │ │
│ │ │несущих и формующих│ │ │
│ │ │элементах │ │ │
│ │ С25 │Дуговая │ Мп │ -"- │
│ │ │механизированная │ │ │
│ │ │порошковой проволокой│ │ │
│ │ │в комбинированных│ │ │
│ │ │несущих и формующих│ │ │
│ │ │элементах │ │ │
│ │ С26 │Ванная одноэлектродная│ Рс │ Горизонтальное │
│ │ │в комбинированных│ │ │
│ │ │несущих и формующих│ │ │
│ │ │элементах │ │ │
│ │ С27 │Ванная │ Мф │ Вертикальное │
│ │ │механизированная под│ │ │
│ │ │флюсом в│ │ │
│ │ │комбинированных │ │ │
│ │ │несущих и формующих│ │ │
│ │ │элементах │ │ │
│ │ С28 │Дуговая │ Мп │ -"- │
│ │ │механизированная │ │ │
│ │ │порошковой проволокой│ │ │
│ │ │в комбинированных│ │ │
│ │ │несущих и формующих│ │ │
│ │ │элементах │ │ │
│ │ С29 │Ванная одноэлектродная│ Рс │ -"- │
│ │ │в комбинированных│ │ │
│ │ │несущих и формующих│ │ │
│ │ │элементах │ │ │
│ │ С30 │Ванная │ Мф │ Горизонтальное │
│ │ │механизированная под│ │ │
│ │ │флюсом в│ │ │
│ │ │комбинированных │ │ │
│ │ │несущих и формующих│ │ │
│ │ │элементах спаренных│ │ │
│ │ │стержней │ │ │
│ │ С31 │Дуговая │ Мп │ -"- │
│ │ │механизированная │ │ │
│ │ │порошковой проволокой│ │ │
│ │ │в комбинированных│ │ │
│ │ │несущих и формующих│ │ │
│ │ │элементах спаренных│ │ │
│ │ │стержней │ │ │
│ │ С32 │Ванная одноэлектродная│ Рс │ -"- │
│ │ │в комбинированных│ │ │
│ │ │несущих и формующих│ │ │
│ │ │элементах спаренных│ │ │
│ │ │стержней │ │ │
├───────┼─────────┼──────────────────────┼────────┼─────────────────────┤
│Нахлес-│ Н1 │Дуговая ручная швами │ Рш │ Любое │
│точное │ Н2 │Контактная по одному│ Кр │ Горизонтальное │
│ │ │рельефу на пластине │ │ │
│ │ Н3 │То же, по двум│ Кп │ -"- │
│ │ │рельефам на пластине │ │ │
│ │ Н4 │Контактная по двум│ Ка │ -"- │
│ │ │рельефам на арматуре │ │ │
├───────┼─────────┼──────────────────────┼────────┼─────────────────────┤
│Тавро- │ Т1 │Дуговая │ Мф │ Вертикальное │
│вое │ │механизированная под│ │ │
│ │ │флюсом без│ │ │
│ │ │присадочного металла │ │ │
│ │ Т2 │Дуговая ручная с малой│ Рф │ -"- │
│ │ │механизацией под│ │ │
│ │ │флюсом без│ │ │
│ │ │присадочного металла │ │ │
│ │ Т3 │Дуговая │ Мж │ Вертикальное │
│ │ │механизированная под│ │ │
│ │ │флюсом без│ │ │
│ │ │присадочного металла│ │ │
│ │ │по рельефу │ │ │
│ │ Т6* │Контактная рельефная│ Кс │ -"- │
│ │ │сопротивлением │ │ │
│ │ Т7 │Контактная непрерывным│ Ко │ -"- │
│ │ │оплавлением │ │ │
│ │ Т8 │Дуговая │ Мв │ -"- │
│ │ │механизированная в│ │ │
│ │ │углекислом газе (СО2)│ │ │
│ │ │в выштампованное│ │ │
│ │ │отверстие │ │ │
│ │ Т9 │Дуговая ручная в│ Рв │ -"- │
│ │ │выштампованное │ │ │
│ │ │отверстие │ │ │
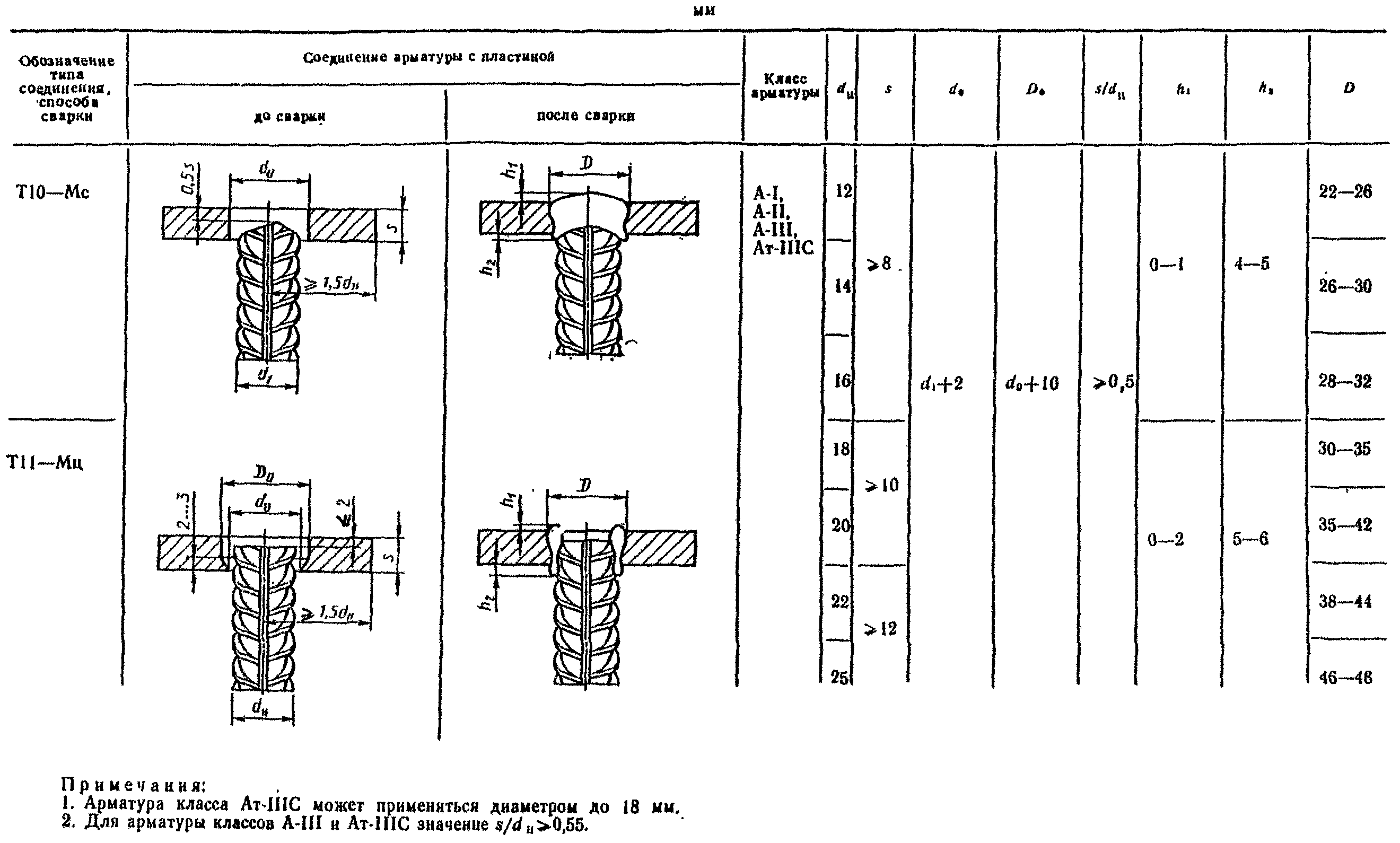
│ │ Т10 │Дуговая │ Мс │ -"- │
│ │ │механизированная в СО2│ │ │
│ │ │в отверстие │ │ │
│ │ Т11 │То же, в цекованное│ Мц │ -"- │
│ │ │отверстие │ │ │
│ │ Т12 │Дуговая ручная│ Рз │ -"- │
│ │ │валиковыми швами в│ │ │
│ │ │раззенкованное │ │ │
│ │ │отверстие │ │ │
│ │ Т13 │Ванная одноэлектродная│ Ри │ Горизонтальное │
│ │ │в инвентарной форме │ │ │
└───────┴─────────┴──────────────────────┴────────┴─────────────────────┘
──────────────────────────────
* Соединения Т4 и Т5 (в редакции ГОСТ 14098-85) исключены.
2. Условное обозначение сварного соединения имеет следующую структуру:
Х Х __ Х Х
───── ───── ───── ─────
│ │ │ │
│ │ │ │
│ │ │ │
│ │ │ │
│ │ │ │Технологическая особенность
│ │ │ │способа
│ │Номер │ └────────────────────────────
│ │соеди- │Способ сварки: К - контактная;
│ │нения │Р - ручная; М - механизированная
│ └─────── └─────────────────────────────────────
│Тип сварного соединения: К - крестообразное;
│С - стыковое; Н - нахлесточное; Т - тавровое
└───────────────────────────────────────────────────────────
Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
![]() - номер профиля (номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц изображен условно);
- номер профиля (номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781;
![]() - наружный диаметр стержня периодического профиля по ГОСТ 5781;
- наружный диаметр стержня периодического профиля по ГОСТ 5781;
![]() - номинальный меньший диаметр стержня в сварных соединениях;
- номинальный меньший диаметр стержня в сварных соединениях;
![]() - меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
- меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
![]() - больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
- больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
![]() - диаметр рельефа на плоском элементе;
- диаметр рельефа на плоском элементе;
D - диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D` - диаметр обточенной части стержня;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
b - ширина сварного шва; суммарная величина вмятин;
b`, b`` - величина вмятин от электродов в крестообразном соединении;
h - величина осадки в крестообразном соединении; высота сечения сварного шва;
![]() - высота усиления наплавленного металла;
- высота усиления наплавленного металла;
![]() - высота усиления корня сварного шва;
- высота усиления корня сварного шва;
Н - высота скобы-накладки;
![]() - глубина проплавления (Т8, Т9);
- глубина проплавления (Т8, Т9);
l - длина сварного шва;
![]() ,
, ![]() - зазоры до сварки между торцами стержней при различных разделках;
- зазоры до сварки между торцами стержней при различных разделках;
![]() - ширина флангового шва (С24-С32);
- ширина флангового шва (С24-С32);
![]() - длина скоб-накладок, накладок и нахлестки стержней;
- длина скоб-накладок, накладок и нахлестки стержней;
![]() ,
, ![]() - длина сварного шва (С22);
- длина сварного шва (С22);
l` - длина обточенной части одного стержня (С4);
L - общая длина обточенной части соединений С3 и С4;
![]() - длина вставки в соединениях типа С11-С13;
- длина вставки в соединениях типа С11-С13;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s - толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k - высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24-С32 и Н1;
![]() - зазор между стержнем и плоским элементом в соединениях Н2 и Н3;
- зазор между стержнем и плоским элементом в соединениях Н2 и Н3;
n - ширина рельефа на плоском элементе;
m - длина рельефа на плоском элементе;
g - высота наплавленного металла или "венчика" в тавровых соединениях;
с; ![]() - размеры наплавленного металла в соединении Т13;
- размеры наплавленного металла в соединении Т13;
![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() - угловые размеры конструктивных элементов сварных соединений.
- угловые размеры конструктивных элементов сварных соединений.
4. Термины и пояснения должны соответствовать приложению 1 и ГОСТ 2601.
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 - от 0,25 до 1,00, типа К2 - от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней  ;
;
для трех стержней  ,
,
где а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин (b` + b``), мм.
Величины относительных осадок ![]() для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок
для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок ![]() для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
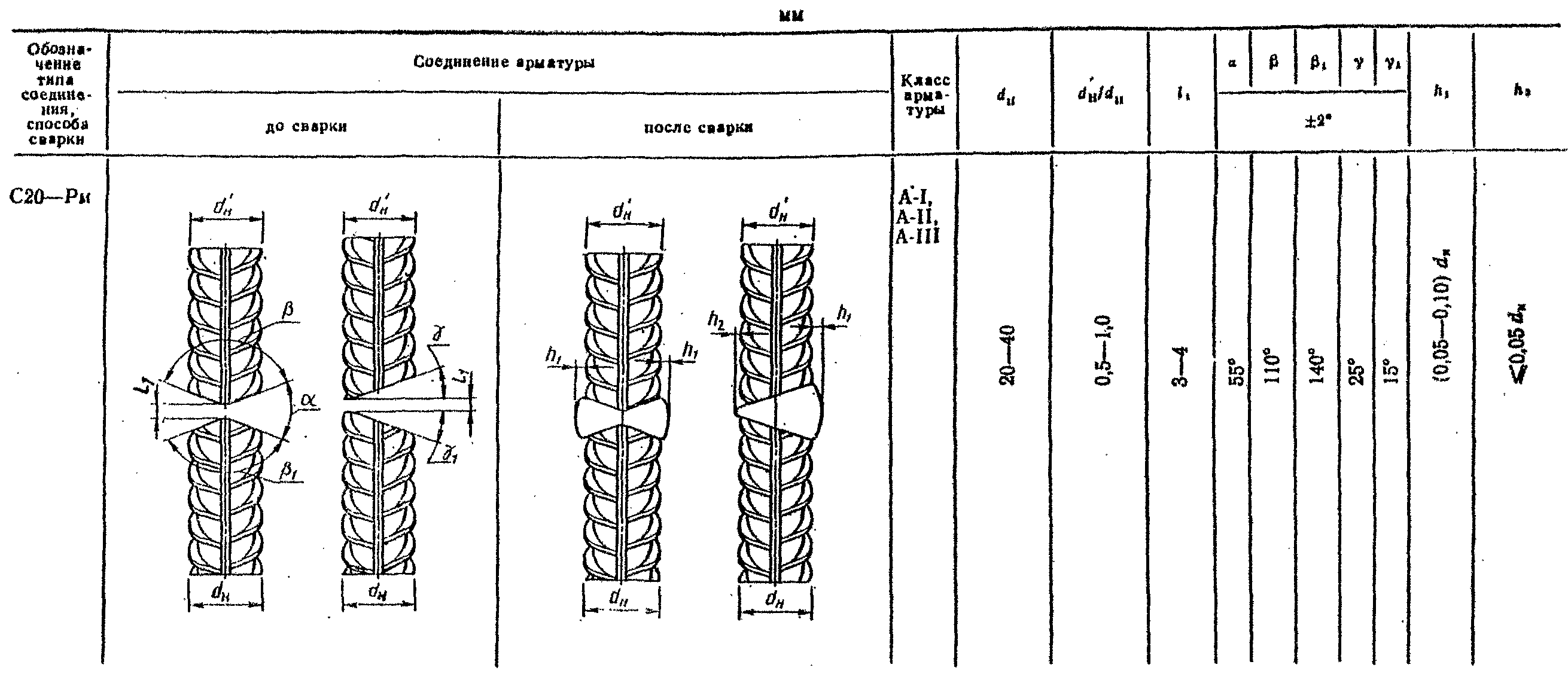
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4-17.
12. В соединениях типа С2-Кн отношение ![]() допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
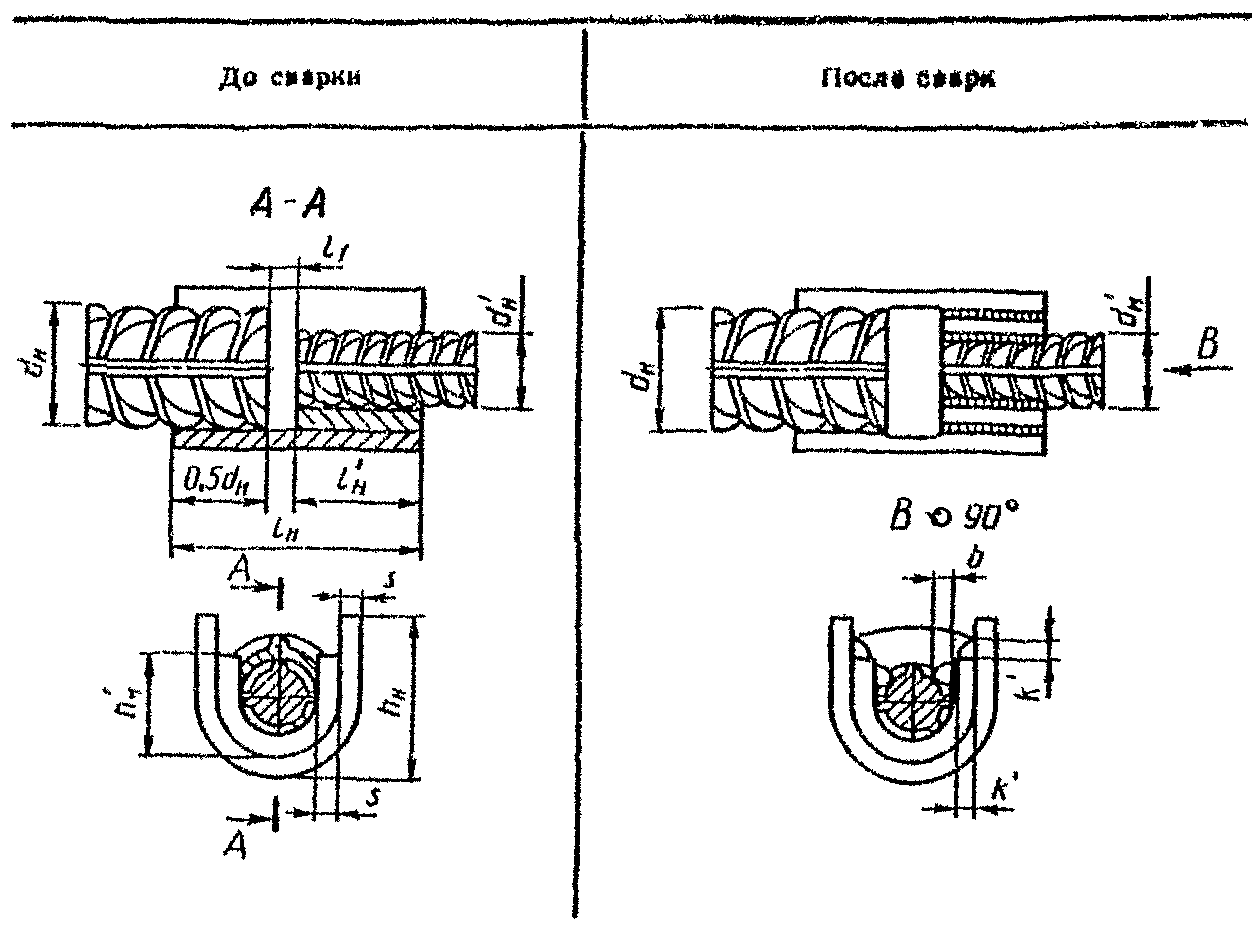
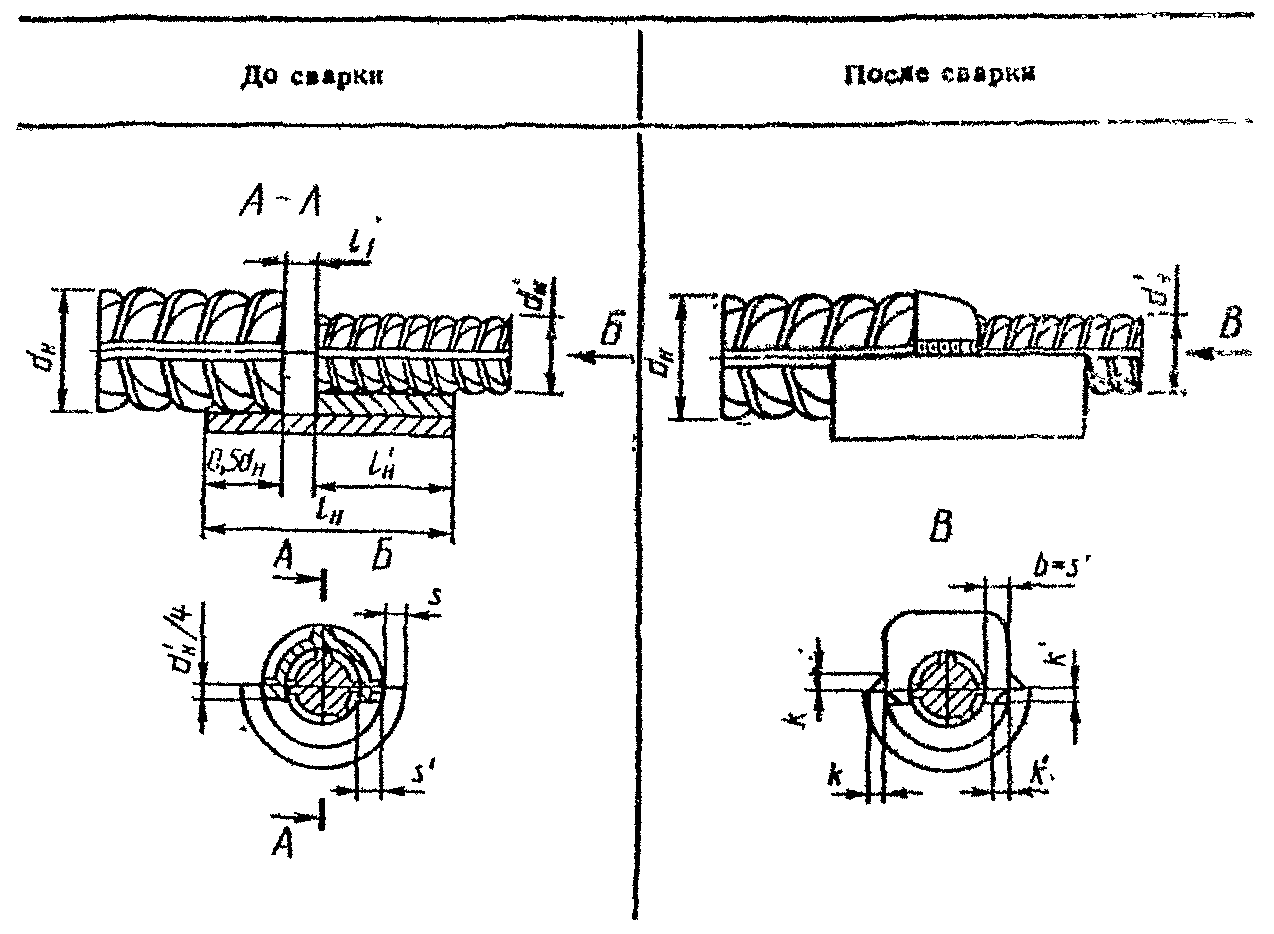
13. Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 18-21.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22-29.
15. Механические свойства сварных соединений должны удовлетворять требованиям ГОСТ 10922.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264 и ГОСТ 8713.



























┌───────────────────────────────┬───────────────────────────────────────┐
│ Термин │ Пояснение │
├───────────────────────────────┼───────────────────────────────────────┤
│Ванная сварка │Процесс, при котором расплавление│
│ │торцов стыкуемых стержней происходит, в│
│ │основном, за счет тепла ванны│
│ │расплавленного металла │
│Ванная механизированная сварка │Процесс ванной сварки, при котором│
│ │подача сварочной проволоки в зону│
│ │сварки производится автоматически, а│
│ │управление дугой или держателем -│
│ │вручную │
│Ванная одноэлектродная сварка │Процесс ванной сварки, при котором│
│ │электродный материал в виде одиночного│
│ │(штучного) электрода подается в зону│
│ │сварки вручную │
│Дуговая механизированная сварка│Процесс сварки, при котором электродный│
│порошковой проволокой │материал в виде порошковой проволоки│
│ │подается в зону сварки автоматически │
│Инвентарная форма │Приспособление многоразового (медь,│
│ │графит) использования, обеспечивающее│
│ │формирование наплавленного металла при│
│ │ванной сварке и легкое удаление после│
│ │сварки │
│Стальная скоба-накладка │Вспомогательный элемент, обеспечивающий│
│ │формирование сварного шва, являющийся│
│ │неотъемлемой частью соединения и│
│ │воспринимающий часть нагрузки при│
│ │работе соединения в конструкции │
│Крестообразное соединение │Соединение стержней, сваренных в месте│
│ │пересечения │
│Осадка (Н, мм) стержней в│Величина вдавливания стержней друг в│
│крестообразных соединениях │друга на участке, нагретом при│
│ │контактной сварке до пластичного│
│ │состояния │
│Комбинированные несущие и│Элементы, состоящие из остающейся│
│формующие элементы │стальной полускобы-накладки и│
│ │инвентарной медной полуформы │
│Дуговая механизированная сварка│Процесс, в котором весь цикл сварки│
│под флюсом без присадочного│выполняется в заданном автоматическом│
│металла │режиме │
│Дуговая ручная сварка с малой│Процесс, в котором вспомогательные│
│механизацией под флюсом без│операции частично механизированы, а│
│присадочного металла │весь цикл сварки выполняется вручную │
└───────────────────────────────┴───────────────────────────────────────┘
Комплексная оценка в баллах эксплуатационных качеств сварных соединений (прочность, пластичность, ударная вязкость, металлографические факторы и др.) в зависимости от типа соединения и способа сварки, марки стали и диаметра арматуры, а также температуры эксплуатации (изготовления) при статических нагрузках приведена в табл. 31. При оценке эксплуатационных качеств при многократно повторяемых нагрузках значения баллов следует ориентировочно снижать на один по сравнению с принятыми значениями при статических нагрузках. При этом дополнительно следует пользоваться нормативными документами на проектирование железобетонных конструкций зданий и сооружений различного назначения.
Баллы для сварных соединений арматуры назначены из условия соблюдения регламентированной технологии изготовления арматурных и закладных изделий.
Для сварных соединений горячекатаной арматурной стали:
5 - гарантируется равнопрочность исходному металлу и пластичное разрушение;
4 - сварное соединение удовлетворяет требованиям ГОСТ 5781, предъявляемым к стали в исходном состоянии;
3 - сварное соединение удовлетворяет требованиям ГОСТ 10922, предъявляемым к сварным соединениям.
Для сварных соединений термомеханически упрочненной арматурной стали:
5 - сварное соединение удовлетворяет требованиям ГОСТ 10884, предъявляемым к стали в исходном состоянии, и характеризуется пластичным разрушением;
4 - временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884 до 5%;
3 - временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884 до 10%.
┌─────────┬─────────┬───────────────────────────────────────────────────────────────────┐
│Обозначе-│Темпера- │ Арматурные стали, классы, марки, диаметры, мм │
│ ние │ тура ├───────────────────────────────┬───────────────────────────────────┤
│соедине- │эксплуа- │ А-II │ А-III │
│ ния │ тации ├───────────┬───────────┬───────┼─────────────────┬─────────────────┤
│ │(изготов-│ Ст5сп │ Ст5пс, │ 10ГТ, │ 35ГС │ 25Г2С │
│ │ ления), │ │ Ст5Гпс │ до 32 │ │ │
│ │ °С ├─────┬─────┼─────┬─────┼───────┼─────┬─────┬─────┼─────┬─────┬─────┤
│ │ │До 28│До 40│До 28│До 40│ │До 18│До 28│До 40│До 18│До 28│До 40│
├─────────┼─────────┼─────┼─────┼─────┴─────┼───────┼─────┴─────┼─────┼─────┼─────┼─────┤
│ К1-Кт │Выше 0 │ 5 │ 4 │ 4 │ 5 │ 5 │ 4 │ 5 │ 5 │ 4 │
│ К2-Кт ├─────────┤ │ ├───────────┤ ├───────────┤ │ ├─────┤ │
│ │До -30 │ │ │ 3 │ │ 4 │ │ │ 4 │ │
│ ├─────────┼─────┼─────┼───────────┤ ├───────────┴─────┼─────┤ ├─────┤
│ │До -40 │ 4 │ 3 │ НД │ │ 3 │ 4 │ │ 3 │
│ ├─────────┼─────┴─────┴───────────┤ ├─────────────────┼─────┴─────┤ │
│ │До -55 │ НД │ │ НД │ 3 │ │
├─────────┼─────────┼─────┬─────┬─────┬─────┼───────┼─────────────────┼───────────┼─────┤
│ К3-Рр │Выше 0 │ 3 │ НД │ 3 │ НД │ 5 │ НД │ 3 │ НД │
│ ├─────────┼─────┴─────┴─────┴─────┴───────┴─────────────────┴───────────┴─────┤
│ │Ниже 0 │ НД │
├─────────┼─────────┼───────────┬───────────┬───────┬───────────┬─────┬───────────┬─────┤
│ С1-Ко │Выше 0 │ 5 │ 4 │ 5 │ 5 │ 4 │ 5 │ 4 │
│ С1-Кн ├─────────┤ ├───────────┤ │ │ │ │ │
│ С3-Км │До -30 │ │ 3 │ │ │ │ │ │
│ С4-Кп ├─────────┼───────────┼───────────┤ ├───────────┼─────┼───────────┼─────┤
│ │До -40 │ 4 │ НД │ │ 4 │ 3 │ 4 │ 3 │
│ ├─────────┼───────────┴───────────┤ ├───────────┴─────┼───────────┼─────┤
│ │До -55 │ НД │ │ НД │ 3 │ НД │
├─────────┼─────────┼─────┬─────┬───────────┼───────┼─────┬─────┬─────┼─────┬─────┼─────┤
│ С5-Мф │Выше 0 │ 5 │ 4 │ 4 │ 5 │ ТН │ 5 │ 4 │ ТН │ 5 │ 4 │
│ С6-Мп ├─────────┼─────┤ ├───────────┤ │ ├─────┼─────┤ ├─────┼─────┤
│ С7-Рв │До -30 │ 4 │ │ 3 │ │ │ 4 │ 3 │ │ 4 │ 3 │
│ С8-Мф ├─────────┼─────┴─────┼───────────┤ │ ├─────┤ │ │ │ │
│ С9-Мп │До -40 │ 3 │ НД │ │ │ 3 │ │ │ │ │
│ С10-Рв ├─────────┼───────────┴───────────┤ │ ├─────┴─────┤ ├─────┤ │
│ │До -55 │ НД │ │ │ НД │ │ 3 │ │
├─────────┼─────────┼───────────────────────┴───────┴─────┴─────┬─────┼─────┴─────┼─────┤
│ С11-Мф │Выше 0 │ НЦ │ 3 │ НЦ │ 4 │
│ С12-Мп ├─────────┤ │ │ ├─────┤
│ С13-Рв │До -30 │ │ │ │ 3 │
│ ├─────────┤ │ │ │ │
│ │До -40 │ │ │ │ │
│ ├─────────┤ ├─────┤ │ │
│ │До -55 │ │ НД │ │ │
├─────────┼─────────┼─────┬─────┬───────────┬───────┬─────┬─────┼─────┼─────┬─────┼─────┤
│ С14-Мп │Выше 0 │ 5 │ 4 │ 4 │ 5 │ ТН │ 5 │ 3 │ ТН │ 5 │ 4 │
│ С15-Рс ├─────────┼─────┤ ├───────────┤ │ ├─────┤ │ ├─────┼─────┤
│ С16-Мо │До -30 │ 4 │ │ 3 │ │ │ 4 │ │ │ 4 │ 3 │
│ С17-Мп ├─────────┼─────┴─────┼───────────┤ │ ├─────┤ │ │ │ │
│ С18-Мо │До -40 │ 3 │ НД │ │ │ 3 │ │ │ │ │
│ С19-Рм ├─────────┼───────────┴───────────┤ │ ├─────┴─────┤ ├─────┤ │
│ │До -55 │ НД │ │ │ НД │ │ 3 │ │
├─────────┼─────────┼─────┬─────┬─────┬─────┼───────┼─────┼─────┬─────┼─────┼─────┼─────┤
│ С20-Рм │Выше 0 │ 5 │ 5 │ 4 │ 4 │ 5 │ ТН │ 5 │ 4 │ ТН │ 5 │ 5 │
│ ├─────────┤ ├─────┤ ├─────┤ │ ├─────┤ │ │ ├─────┤
│ │До -30 │ │ 4 │ │ 3 │ │ │ 4 │ │ │ │ 4 │
│ ├─────────┼─────┼─────┴─────┼─────┤ │ │ ├─────┤ ├─────┤ │
│ │До -40 │ 4 │ 3 │ 3 │ │ │ │ 3 │ │ 4 │ │
│ ├─────────┼─────┴───────────┴─────┼───────┤ ├─────┴─────┤ ├─────┼─────┤
│ │До -55 │ НД │ 4 │ │ НД │ │ 3 │ 3 │
├─────────┼─────────┼─────┬─────┬─────┬─────┼───────┼─────┴─────┬─────┼─────┴─────┼─────┤
│ С21-Рн │Выше 0 │ 5 │ 5 │ 5 │ 4 │ 5 │ 5 │ 4 │ 5 │ 5 │
├─────────┼─────────┼─────┼─────┼─────┼─────┼───────┼───────────┼─────┼───────────┼─────┤
│ │До -30 │ │ 4 │ 4 │ │ │ │ │ │ 4 │
│ ├─────────┼─────┼─────┴─────┴─────┤ ├───────────┼─────┼───────────┤ │
│ │До -40 │ 4 │ 3 │ │ 4 │ 3 │ 4 │ │
│ ├─────────┼─────┤ │ ├───────────┤ ├───────────┴─────┤
│ │До -55 │ 3 │ │ │ 3 │ │ 3 │
├─────────┼─────────┼─────┴─────────────────┴───────┴───────────┴─────┴─────────────────┤
│ С22-Ру │Выше 0 │ НЦ │
├─────────┼─────────┤ │
│ │До -30 │ │
│ ├─────────┤ │
│ │До -40 │ │
│ ├─────────┤ │
│ │До -55 │ │
├─────────┼─────────┼─────┬─────┬─────┬─────┬───────┬───────────┬─────┬───────────┬─────┤
│ С23-Рэ │Выше 0 │ 4 │ НД │ 4 │ НД │ 5 │ 4 │ НД │ 4 │ НД │
│ ├─────────┤ │ ├─────┤ │ │ │ │ │ │
│ │До -30 │ │ │ 3 │ │ │ │ │ │ │
│ ├─────────┼─────┤ ├─────┤ ├───────┼───────────┤ ├───────────┤ │
│ │До -40 │ 3 │ │ НД │ │ 4 │ 3 │ │ 3 │ │
│ ├─────────┼─────┤ │ │ │ ├───────────┤ │ │ │
│ │До -55 │ НД │ │ │ │ │ НД │ │ │ │
├─────────┼─────────┼─────┼─────┼─────┼─────┼───────┼─────┬─────┼─────┼─────┬─────┼─────┤
│ С24-Мф │Выше 0 │ 5 │ 5 │ 5 │ 5 │ 5 │ ТН │ 5 │ 4 │ ТН │ 5 │ 4 │
│ С25-Мп ├─────────┤ ├─────┤ ├─────┤ │ │ │ │ │ │ │
│ С26-Рс │До -30 │ │ 4 │ │ 4 │ │ │ │ │ │ │ │
│ С27-Мф ├─────────┼─────┤ ├─────┴─────┤ │ ├─────┼─────┤ ├─────┴─────┤
│ С28-Мп │До -40 │ 4 │ │ 3 │ │ │ 4 │ 3 │ │ 4 │
│ С29-Рс ├─────────┼─────┴─────┤ │ │ ├─────┤ │ ├───────────┤
│ │До -55 │ 3 │ │ │ │ 3 │ │ │ 3 │
├─────────┼─────────┼───────────┴───────────┴───────┴─────┴─────┼─────┼─────┴─────┬─────┤
│ С30-Мф │Выше 0 │ НЦ │ 4 │ НЦ │ 4 │
│ С31-Мп │ │ │ │ │ │
│ С32-Рс │ │ │ │ │ │
├─────────┼─────────┤ ├─────┤ ├─────┤
│ │До -30 │ │ 3 │ │ 3 │
│ ├─────────┤ │ │ │ │
│ │До -40 │ │ │ │ │
│ ├─────────┤ ├─────┤ ├─────┤
│ │До -55 │ │ НД │ │ НД │
├─────────┼─────────┼─────┬─────┬─────┬─────┬───────┬─────┬─────┼─────┼─────┬─────┼─────┤
│ Н1-Рш │Выше 0 │ 4 │ 3 │ 4 │ 3 │ 5 │ 5 │ 4 │ 3 │ 5 │ 4 │ 4 │
├─────────┼─────────┼─────┼─────┼─────┼─────┼───────┼─────┼─────┼─────┼─────┼─────┼─────┤
│ │До -30 │ │ │ 3 │ │ │ │ │ │ │ │ 3 │
│ ├─────────┼─────┼─────┴─────┴─────┤ ├─────┼─────┤ ├─────┼─────┤ │
│ │До -40 │ 3 │ НД │ │ 4 │ 3 │ │ 4 │ 3 │ │
│ ├─────────┤ │ ├───────┼─────┴─────┴─────┼─────┤ ├─────┤
│ │До -55 │ │ │ 4 │ НД │ 3 │ │ НД │
├─────────┼─────────┼─────┼─────┬─────┬─────┼───────┼─────┬───────────┼─────┼─────┴─────┤
│ Н2-Кр │Выше 0 │ 5 │ НД │ 5 │ НД │ 5 │ 5 │ НД │ 5 │ НД │
│ Н3-Кп ├─────────┤ │ │ │ │ │ │ │ │ │
│ Н4-Ка │До -30 │ │ │ │ │ │ │ │ │ │
│ ├─────────┼─────┤ ├─────┤ │ ├─────┤ ├─────┤ │
│ │До -40 │ 4 │ │ 4 │ │ │ 4 │ │ 4 │ │
│ ├─────────┼─────┤ ├─────┤ │ ├─────┤ │ │ │
│ │До -55 │ 3 │ │ 3 │ │ │ 3 │ │ │ │
├─────────┼─────────┼─────┼─────┴─────┴─────┼───────┼─────┴─────┬─────┼─────┴─────┬─────┤
│ Т1-Мф │Выше 0 │ 5 │ 4 │ 5 │ 4 │ 3 │ 5 │ 4 │
│ Т2-Рф ├─────────┼─────┼─────────────────┤ │ ├─────┼───────────┼─────┤
│ Т3-Мж │До -30 │ 4 │ 3 │ │ │ НД │ 4 │ 3 │
│ ├─────────┤ │ │ ├───────────┤ │ │ │
│ │До -40 │ │ │ │ 3 │ │ │ │
│ ├─────────┤ ├─────────────────┼───────┼───────────┤ │ ├─────┤
│ │До -55 │ │ НД │ 4 │ НД │ │ │ НД │
├─────────┼─────────┼─────┼─────┬─────┬─────┼───────┼───────────┼─────┼─────┬─────┼─────┤
│ Т6-Кс │Выше 0 │ 5 │ НД │ 4 │ НД │ 5 │ 4 │ НД │ 5 │ 4 │ │
│ ├─────────┤ │ │ │ │ │ │ │ │ │ │
│ │До -30 │ │ │ │ │ │ │ │ │ │ │
│ ├─────────┼─────┤ ├─────┤ │ ├───────────┤ ├─────┼─────┤ │
│ │До -40 │ 4 │ │ 3 │ │ │ 3 │ │ 4 │ 3 │ │
│ ├─────────┼─────┤ │ │ ├───────┤ │ ├─────┤ │ │
│ │До -55 │ 3 │ │ │ │ 4 │ │ │ 3 │ │ │
├─────────┼─────────┼─────┼─────┼─────┼─────┼───────┼───────────┼─────┼─────┼─────┼─────┤
│ Т7-Ко │Выше 0 │ 5 │ 4 │ 5 │ 4 │ 5 │ 4 │ 4 │ 5 │ 4 │ 4 │
│ ├─────────┤ │ ├─────┤ │ │ ├─────┤ │ ├─────┤
│ │До -30 │ │ │ 4 │ │ │ │ 3 │ │ │ 3 │
│ ├─────────┼─────┼─────┤ ├─────┤ ├───────────┤ ├─────┼─────┤ │
│ │До -40 │ 4 │ 3 │ │ 3 │ │ 3 │ │ 4 │ 3 │ │
│ ├─────────┼─────┼─────┼─────┼─────┼───────┤ ├─────┼─────┤ ├─────┤
│ │До -55 │ 3 │ НД │ 3 │ НД │ 4 │ │ НД │ 3 │ │ НД │
├─────────┼─────────┼─────┼─────┼─────┼─────┼───────┼───────────┼─────┼─────┴─────┼─────┤
│ Т8-Мв │Выше 0 │ 5 │ 4 │ 5 │ 4 │ 5 │ 5 │ 4 │ 5 │ 4 │
│ Т9-Рв ├─────────┤ │ │ │ │ ├───────────┤ │ │ │
│ │До -30 │ │ │ │ │ │ 4 │ │ │ │
│ ├─────────┼─────┼─────┼─────┼─────┤ │ ├─────┼───────────┼─────┤
│ │До -40 │ 4 │ 3 │ 4 │ 3 │ │ │ 3 │ 4 │ 3 │
│ ├─────────┼─────┤ ├─────┤ ├───────┼───────────┤ ├───────────┤ │
│ │До -55 │ 3 │ │ 3 │ │ 4 │ 3 │ │ 3 │ │
├─────────┼─────────┼─────┼─────┼─────┴─────┼───────┼───────────┴─────┼───────────┼─────┤
│ Т10-Мс │Выше 0 │ 5 │ 4 │ 4 │ 5 │ 4 │ 5 │ 4 │
│ Т11-Мц ├─────────┼─────┤ ├───────────┤ │ ├───────────┤ │
│ Т12-Рз │До -30 │ 4 │ │ 3 │ │ │ 4 │ │
│ ├─────────┼─────┼─────┼───────────┤ ├─────────────────┤ ├─────┤
│ │До -40 │ 3 │ 3 │ НД │ │ 3 │ │ 3 │
│ ├─────────┼─────┼─────┤ ├───────┼─────────────────┼───────────┤ │
│ │До -55 │ НД │ НД │ │ 4 │ НД │ 3 │ │
├─────────┼─────────┼─────┼─────┼───────────┼───────┼─────┬─────┬─────┼─────┬─────┼─────┤
│ Т13-Рн │Выше 0 │ 5 │ 4 │ 4 │ 5 │ НЦ │ 5 │ 4 │ НЦ │ 5 │ 4 │
│ ├─────────┼─────┤ ├───────────┤ │ ├─────┤ │ ├─────┤ │
│ │До -30 │ 4 │ │ 3 │ │ │ 4 │ │ │ 4 │ │
│ ├─────────┤ ├─────┼───────────┤ │ ├─────┼─────┤ │ ├─────┤
│ │До -40 │ │ 3 │ НД │ │ │ 3 │ 3 │ │ │ 3 │
│ ├─────────┼─────┼─────┤ ├───────┤ ├─────┴─────┤ ├─────┤ │
│ │До -55 │ 3 │ НД │ │ 4 │ │ НД │ │ 3 │ │
└─────────┴─────────┴─────┴─────┴───────────┴───────┴─────┴───────────┴─────┴─────┴─────┘
┌────────┬─────────┬────────────────────────────────────────────────────┐
│Обозна- │Темпера- │ Арматурные стали, классы, марки, диаметры, мм │
│ чение │ тура ├───────┬──────┬────────┬──────┬───────┬──────┬──────┤
│соедине-│эксплуа- │Ат-IIIС│ А-IV │ Ат-IVC │ А-V │ Ат-V │ А-VI│Ат-VI │
│ ния │ тации ├───────┼──────┼────────┼──────┼───────┼──────┼──────┤
│ │(изготов-│Ст5сп,,│ 20 Х │ 25Г2С, │ 23 Х │20Г С, │ 22 Х │20ГС, │
│ │ ления), │Ст5пс │ Г2Ц, │ 27ГС, │ 2Г2Т │20Г С2 │ 2Г2С,│20ГС2,│
│ │ °С │ │ 20 Х │ 28С │ │ │ до 22│до 32 │
│ │ │ │ Г2Т │ │ │ │ │ │
│ │ ├───────┴──────┴────────┴──────┴───────┤ │ │
│ │ │ До 32 │ │ │
├────────┼─────────┼───────┬──────┬────────┬──────┬───────┼──────┼──────┤
│ К1-Кт │Выше 0 │ 5 │ НД │ 5 │ НД │ 4 │ НД │ 4 │
│ К2-Кт ├─────────┤ │ │ │ │ │ │ │
│ │До -30 │ │ │ │ │ │ │ │
│ ├─────────┼───────┤ ├────────┤ ├───────┤ ├──────┤
│ │До -40 │ 4 │ │ 4 │ │ 3 │ │ 3 │
│ ├─────────┤ │ │ │ ├───────┤ ├──────┤
│ │До -55 │ │ │ │ │ НД │ │ НД │
├────────┼─────────┼───────┼──────┼────────┼──────┼───────┼──────┴──────┤
│ К3-Рр │Выше 0 │ 4 │ НД │ 4 │ НД │ 3 │ НД │
│ ├─────────┼───────┴──────┴────────┴──────┴───────┴─────────────┤
│ │Ниже 0 │ НД │
├────────┼─────────┼───────┬──────┬────────┬──────┬───────┬──────┬──────┤
│ С1-Ко │Выше 0 │ 5 │ 4 │ 5 │ 4 │ НД │ 3 │ НД │
│ С2-Кн ├─────────┼───────┼──────┼────────┼──────┼───────┼──────┼──────┤
│ С3-Км │До -30 │ │ │ │ │ │ │ │
│ С4-Кп ├─────────┼───────┼──────┼────────┼──────┼───────┴──────┴──────┤
│ │До -40 │ 4 │ 3 │ 4 │ 3 │ НД │
│ ├─────────┼───────┼──────┼────────┤ │ │
│ │До -55 │ 3 │ НД │ 3 │ │ │
├────────┼─────────┼───────┴──────┴────────┴──────┴─────────────────────┤
│ С5-Мф │Выше 0 │ НД │
│ С6-Мп ├─────────┤ │
│ С7-Рв │До -30 │ │
│ С8-Мф ├─────────┤ │
│ С9-Мп │До -40 │ │
│ С10-Рв ├─────────┤ │
│ │До -55 │ │
├────────┼─────────┼────────────────────────────────────────────────────┤
│ С11-Мф │Выше 0 │ НЦ │
│ С12-Мп ├─────────┤ │
│ С13-Рв │До -30 │ │
│ ├─────────┤ │
│ │До -40 │ │
│ ├─────────┤ │
│ │До -55 │ │
├────────┼─────────┼───────┬────────────────────────────────────────────┤
│ С14-Мп │Выше 0 │ 5 │ НД │
│ С15-Рс ├─────────┼───────┤ │
│ С16-Мо │До -30 │ │ │
│ С17-Мп ├─────────┼───────┤ │
│ С18-Мо │До -40 │ 4 │ │
│ С19-Рм │ │ │ │
│ ├─────────┼───────┤ │
│ │До -55 │ 3 │ │
├────────┼─────────┼───────┴────────────────────────────────────────────┤
│ С20-Рм │Выше 0 │ НД │
│ ├─────────┤ │
│ │До -30 │ │
│ ├─────────┤ │
│ │До -40 │ │
│ ├─────────┤ │
│ │До -55 │ │
├────────┼─────────┼───────┬───────┬───────┬──────────────┬─────────────┤
│ С21-Рн │Выше 0 │ 5 │ 4 │ 5 │ 4 │ │
│ ├─────────┤ │ │ │ ├─────────────┤
│ │До -30 │ │ │ │ │ │
│ ├─────────┼───────┼───────┼───────┼──────┬───────┤ │
│ │До -40 │ 4 │ 3 │ 4 │ 3 │ 3 │ │
│ ├─────────┤ ├───────┤ ├──────┤ ├──────┬──────┤
│ │До -55 │ │ НД │ │ НД │ │ НД │ НД │
├────────┼─────────┼───────┴───────┴───────┴──────┼───────┼──────┼──────┤
│ С22-Ру │Выше 0 │ НЦ │ 4 │ НД │ 4 │
│ ├─────────┤ ├───────┤ ├──────┤
│ │До -30 │ │ 3 │ │ 3 │
│ ├─────────┤ │ │ │ │
│ │До -40 │ │ │ │ │
│ ├─────────┤ ├───────┤ ├──────┤
│ │До -55 │ │ НД │ │ НД │
├────────┼─────────┼───────┬───────┬───────┬──────┴───────┴──────┴──────┤
│ С23-Рэ │Выше 0 │ 4 │ НД │ 4 │ НД │
│ ├─────────┤ │ │ │ │
│ │До -30 │ │ │ │ │
│ ├─────────┼───────┤ ├───────┤ │
│ │До -40 │ 3 │ │ 3 │ │
│ ├─────────┤ │ │ │ │
│ │До -55 │ │ │ │ │
├────────┼─────────┼───────┼───────┴───────┴────────────────────────────┤
│ С24-Мф │Выше 0 │ 5 │ НД │
│ С25-Мп ├─────────┤ │ │
│ С26-Рс │До -30 │ │ │
│ С27-Мф ├─────────┤ │ │
│ С28-Мп │До -40 │ │ │
│ С29-Рс ├─────────┼───────┤ │
│ │До -55 │ 4 │ │
├────────┼─────────┼───────┴────────────────────────────────────────────┤
│ С30-Мф │Выше 0 │ НД │
│ С31-Мп ├─────────┤ │
│ С32-Рс │До -30 │ │
│ ├─────────┤ │
│ │До -40 │ │
│ ├─────────┤ │
│ │До -55 │ │
├────────┼─────────┼───────┬───────┬───────┬────────────────────────────┤
│ Н1-Рш │Выше 0 │ 5 │ 4 │ 5 │ 4 │
│ ├─────────┤ ├───────┤ ├────────────────────────────┤
│ │До -30 │ │ 3 │ │ 3 │
│ ├─────────┼───────┤ ├───────┤ │
│ │До -40 │ 4 │ │ 4 │ │
│ ├─────────┼───────┼───────┼───────┼────────────────────────────┤
│ │До -55 │ 3 │ НД │ 3 │ НД │
├────────┼─────────┼───────┼───────┴───────┴────────────────────────────┤
│ Н2-Кр │Выше 0 │ 5 │ НД │
│ Н3-Кп ├─────────┤ │ │
│ Н4-Ка │До -30 │ │ │
│ ├─────────┼───────┤ │
│ │До -40 │ 4 │ │
│ ├─────────┤ │ │
│ │До -55 │ │ │
├────────┼─────────┼───────┼────────────────────────────────────────────┤
│ Т1-Мф │Выше 0 │ 4 │ НД │
│ Т2-Рф ├─────────┤ │ │
│ Т3-Мж │До -30 │ │ │
│ ├─────────┼───────┤ │
│ │До -40 │ 3 │ │
│ ├─────────┼───────┤ │
│ │До -55 │ НД │ │
├────────┼─────────┼───────┴────────────────────────────────────────────┤
│ Т6-Кс │Выше 0 │ НД │
│ ├─────────┤ │
│ │До -30 │ │
│ ├─────────┤ │
│ │До -40 │ │
│ ├─────────┤ │
│ │До -55 │ │
├────────┼─────────┼───────┬────────────────────────────────────────────┤
│ Т7-Ко │Выше 0 │ 5 │ НД │
│ ├─────────┤ │ │
│ │До -30 │ │ │
│ ├─────────┼───────┤ │
│ │До -40 │ 4 │ │
│ ├─────────┤ │ │
│ │До -55 │ │ │
├────────┼─────────┼───────┼────────────────────────────────────────────┤
│ Т8-Мв │Выше 0 │ 3 │ НД │
│ Т9-Рв ├─────────┤ │ │
│ │До -30 │ │ │
│ ├─────────┤ │ │
│ │До -40 │ │ │
│ ├─────────┤ │ │
│ │До -55 │ │ │
├────────┼─────────┼───────┼────────────────────────────────────────────┤
│ Т10-Мс │Выше 0 │ 3 │ НД │
│ Т11-Мц ├─────────┤ │ │
│ Т12-Рз │До -30 │ │ │
│ ├─────────┤ │ │
│ │До -40 │ │ │
│ ├─────────┼───────┤ │
│ │До -55 │ НД │ │
├────────┼─────────┼───────┴────────────────────────────────────────────┤
│ Т13-Рн │Выше 0 │ НД │
│ ├─────────┤ │
│ │До -30 │ │
│ ├─────────┤ │
│ │До -40 │ │
│ ├─────────┤ │
│ │До -55 │ │
└────────┴─────────┴────────────────────────────────────────────────────┘
Примечания:
1. Эксплуатационные качества всех типов сварных соединений арматуры класса А-I марок Ст3сп и Ст3пс должны оцениваться также, как арматуры класса А-II марки 10ГТ, а класса А-I марки Ст3кп - как арматуры класса А-II марки Ст5сп и Ст5пс.
2. Эксплуатационные качества крестообразных соединений проволочной арматуры классов Вр-I и Вр-600 настоящим приложением не регламентируют в связи с отсутствием требований к химическому составу стали. Требования к качеству таких соединений приведены в ГОСТ 10922.
3. Арматура класса А-II марки 10ГТ может применяться до температуры минус 70°С включ.
4. Сварные соединения арматуры класса Ат-VCK оценивают на один балл ниже соединений из арматуры класса Ат-V при температуре эксплуатации до минус 40°С включ.
5. Сварные соединения С16-Мо, С18-Мо и Н4-Ка оценивают на один балл ниже соединений, приведенных в той же группе.
6. Буквы НД, ТН и НЦ соответственно обозначают, что соединения к применению не допускаются, соединения технологически невыполнимы и соединения, применение которых нецелесообразно.
С14-Мп, С15-Мо, С16-Рм
С24-Мф, С25-Мп, С26-Рс
Примечание.  ;
;  ;
;  ;
;  ;
;  ;
;  .
.