Действующий
Настоящие технические условия распространяются на просечно-вытяжные листы, предназначенные для устройства настилов, площадок и ступеней маршевых лестниц в производственных зданиях и сооружениях, эксплуатируемых в районах с расчетной температурой минус 65 С и выше.
Пример условного обозначения при заказе просечно-вытяжного листа с формой просечки типа 1, номера 508, шириной 900 мм и длиной 2500 мм из стали Ст3сп:
1.2. Основные параметры и размеры просечно-вытяжных листов должны соответствовать указанным в таблице и на черт. 1 и 2.


Номер листа | Толщина заготовки δ | Подача Б | Шаг ячейки В | Толщина листа S* | Размер вытяжки за каждый ход штамповки А | Предельная нагрузка на 1 м длины, кг, при ширине листа | Масса 1 кв. м, кг | ||||||||
500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | |||||||
406 | 4 | 6 | 90 | 12,7 | 10 | 470 | 390 | 320 | 290 | 260 | - | - | - | - | 15,7 |
506 | 5 | 6 | 110 | 13,0 | 12,5 | 790 | 660 | 560 | 500 | 440 | 400 | 360 | 320 | 280 | 16,4 |
508 | 5 | 8 | 110 | 16,8 | 12,5 | 1370 | 1140 | 970 | 860 | 760 | 680 | 620 | 550 | 490 | 20,9 |
510 | 5 | 10 | 110 | 20,5 | 12,5 | 2160 | 1800 | 1520 | 1350 | 1200 | 1080 | 980 | 870 | 770 | 24,7 |
606 | 6 | 6 | 125 | 13,4 | 15 | 970 | 810 | 680 | 610 | 540 | 490 | 440 | 390 | 350 | 17,3 |
608 | 6 | 8 | 125 | 17,1 | 15 | 1910 | 1590 | 1340 | 1190 | 1060 | 950 | 870 | 760 | 680 | 21,9 |
610 | 6 | 10 | 125 | 20,8 | 15 | 2880 | 2400 | 2030 | 1800 | 1600 | 1440 | 1310 | 1150 | 1030 | 26,0 |
2. Значения предельных нагрузок указаны для нагрузки, сосредоточенной по центральной линии, при защемленных концах.
3. Для равномерно распределенной нагрузки указанные в таблице значения предельных нагрузок умножают на 2,2.
1.3. Просечно-вытяжные листы должны изготовляться из листовой углеродистой стали по ГОСТ 14637-89 марок Ст3кп, Ст3сп и Ст3пс по ГОСТ 380-88 толщиной (δ) 4 мм, 5 мм и 6 мм.
По согласованию с потребителем допускается изготовление просечно-вытяжных листов из других марок стали.
1.4. По ширине просечно-вытяжные листы должны изготовляться размерами 500, 600, 700, 800, 900, 1000, 1100, 1250 и 1400 мм.
Примечание: В комплекте поставки допускается наличие немерных отрезков листов длиной менее 2 м в количестве не более 10 % от массы партии.
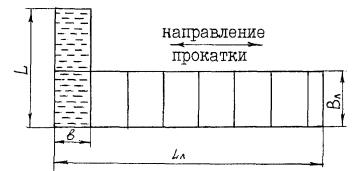
1.6. Просечно-вытяжные листы должны изготовляться посредством резки проката на отдельные заготовки шириной, равной ширине необходимого просечно-вытяжного листа (в). Ячейки должны быть расположены вдоль направления волокон прокатки (черт. 3).