Действующий
Механические свойства сварных соединений и наплавленного металла при нормальной температуре должны соответствовать предусмотренным в ГОСТ 9467-75.
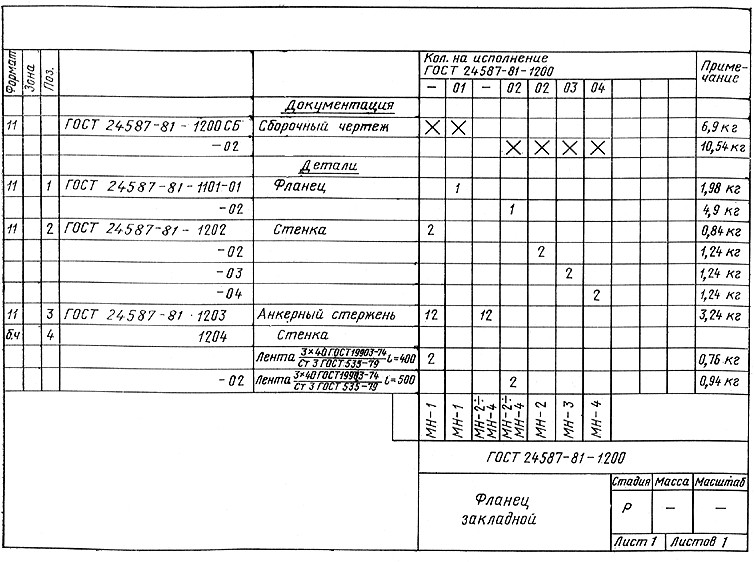
2.9. Отклонения стальных закладных деталей не должны превышать указанных в чертежах обязательного приложения.
2.10. Открытые поверхности стальных закладных деталей лотков должны иметь лакокрасочное покрытие, которое следует наносить на очищенные от наплывов бетона поверхности.
Техническая характеристика лакокрасочных покрытий должна назначаться в соответствии с требованиями главы СНиП II-28-73.

4.2. Перед испытанием на водонепроницаемость лотков-водовыпусков отверстие в закладной части закрывается съемной заглушкой.
4.3. Испытание сварных соединений арматурных изделий и закладных деталей и оценку их качества следует производить по ГОСТ 10922-75.
5.1. Маркировка, транспортирование и хранение лотков-водовыпусков должны производиться в соответствии с ГОСТ 21509-76.
5.2. Закладные детали должны иметь маркировку масляной краской на наружных поверхностях фланцев. Маркировочная надпись должна указывать на принадлежность фланцев к соответствующему лотку, например, для лотка ЛРВ-4 фланец маркируется - 4.
6.1. Укладка лотка-водовыпуска на стоечные опоры разрешается при достижении бетоном омоноличивания стойки прочности не ниже 50% от проектной, пуск воды по лоткам - при 100% прочности бетона.
6.2. Для обеспечения водонепроницаемости стыков лотков-водовыпусков с примыкающими лотками рекомендуется применять жгуты круглого сечения из резины или пароизола. Для обеспечения герметичности стыков жгуты из резины или пароизола должны быть обжаты соответственно на 30 и 50%.
7.1. Завод-изготовитель гарантирует соответствие поставляемых им изделий требованиям настоящего стандарта при соблюдении потребителем правил транспортирования и хранения, установленных настоящим стандартом.