Действующий
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ 30893.1-2002 Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками


┌─────────┬───────────────────────────────────────────────────────────┐
│Обозначе-│ Наименование параметров │
│ ние │ │
├─────────┼───────────────────────────────────────────────────────────┤
│ a │Толщина или диаметр образца (или диаметр вписанной│
│ │окружности для образцов многоугольного сечения), мм │
│ │ │
│ b │Ширина образца, мм │
│ │ │
│ L │Длина образца, мм │
│ │ │
│ l │Расстояние между опорами изгибающего устройства, мм │
│ │ │
│ D │Диаметр оправки, мм │
│ │ │
│ альфа │Угол изгиба, градус │
│ │ │
│ r │Внутренний радиус изогнутой части образца после│
│ │испытания, мм │
└─────────┴───────────────────────────────────────────────────────────┘
Испытание на изгиб заключается в пластической деформации образца круглого, квадратного, прямоугольного или многоугольного сечения путем изгиба без изменения направления действия силы до достижения заданного угла изгиба.
Оси двух опор при изгибе образца должны оставаться в плоскости, перпендикулярной к направлению действия силы. При изгибе на 180° две боковые поверхности могут, в зависимости от требований стандарта на металлопродукцию, соприкасаться друг с другом или быть параллельными, находясь одна от другой на заданном расстоянии; для контроля этого расстояния применяют прокладку.
5.1 Испытание на изгиб должно проводиться на универсальных испытательных машинах или прессах (ГОСТ 28840), снабженных следующими устройствами:
5.2.1 Длина опор и ширина оправки должны превышать ширину или диаметр образца. Диаметр оправки определяется нормативным документом на металлопродукцию. Опоры для образца и оправка должны быть достаточно твердыми.

Наклонные плоскости V-образной выемкой образуют угол  (рисунок 2). Величина угла альфа устанавливается нормативными документами на металлопродукцию.
(рисунок 2). Величина угла альфа устанавливается нормативными документами на металлопродукцию.
Кромки V-образной выемки должны иметь радиус закругления, в 1-10 раз превышающий толщину образца, и должны быть достаточно твердыми.
Устройство состоит из тисков и оправки достаточной твердости; оно может быть снабжено рычагом для приложения усилия к образцу (рисунок 3).
6.2 Для испытания применяют образцы круглого, квадратного, прямоугольного или многоугольного сечения. Любые участки материала, подвергавшиеся резке ножницами, пламенной резке или аналогичным операциям во время отбора проб, должны быть удалены. Если такие участки не удалены, допускается проводить испытания образцов на изгиб при условии, что результаты испытаний будут соответствовать нормативным документам на металлопродукцию.
6.3 Кромки образцов прямоугольного сечения должны быть закруглены радиусом не более 0,1 толщины образца. Закругление должно выполняться таким образом, чтобы оно не влекло за собой образование поперечных заусенцев, царапин или вмятин, которые могут отрицательно влиять на результаты испытания.
Допускается проводить испытания на образце с незакругленными кромками при условии, что результаты испытания будут соответствовать нормативным документам на металлопродукцию.
6.4 Если в нормативных документах на металлопродукцию не оговорено иное, ширина образца должна быть следующей:
- при ширине изделия более 20 мм ширина образца составляет  мм для изделий толщиной менее 3 мм и от 20 до 50 мм - для изделий толщиной 3 мм и более.
мм для изделий толщиной менее 3 мм и от 20 до 50 мм - для изделий толщиной 3 мм и более.
6.5 Толщина образцов, отбираемых от листов, полос и фасонных профилей, должна быть равна толщине испытуемого изделия. Если толщина изделия более 25 мм, она может быть уменьшена путем механической обработки одной стороны для получения толщины не менее 25 мм. При изгибе необработанная поверхность должна быть на растягиваемой стороне образца.
6.6 Образцы круглого, квадратного, прямоугольного или многоугольного сечения испытывают на изгиб с поперечным сечением, равным поперечному сечению изделия, при условии, если диаметр образца при круглом поперечном сечении или диаметр вписанной окружности (для многоугольного сечения) не превышает 50 мм. Если диаметр образца или диаметр вписанной окружности более 30 мм, но не более 50 мм включительно, то образец может быть уменьшен до диаметра не менее 25 мм. Если диаметр образца или диаметр вписанной окружности превышает 50 мм, то образец должен быть уменьшен до диаметра не менее 25 мм (рисунок 4).
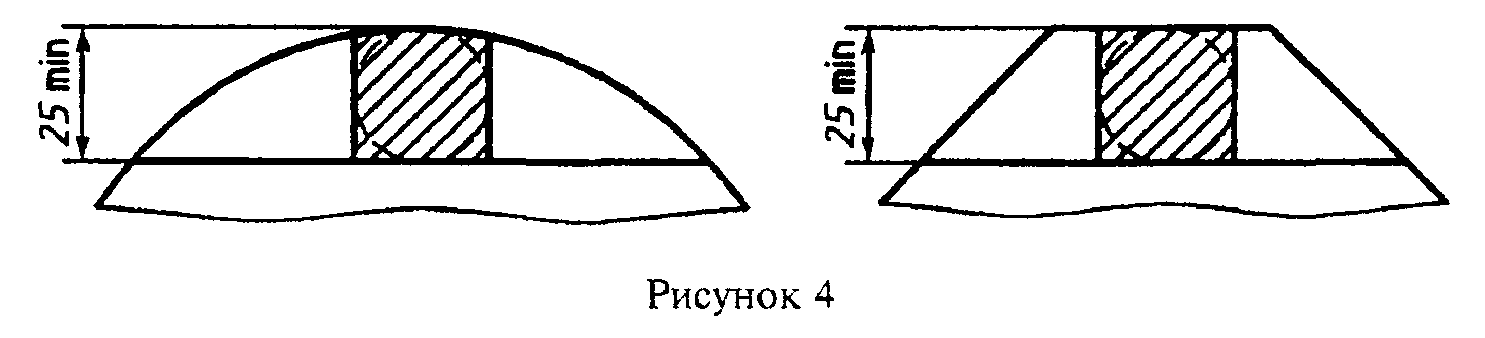
При изгибе необработанная поверхность должна быть на растягиваемой стороне образца. Дополнительные требования к размерам образцов приведены в приложении А.
6.7 При испытании поковок, отливок и полуфабрикатов размеры образцов и место их отбора устанавливают согласованием между потребителем и изготовителем.
6.8 По согласованию между потребителем и изготовителем испытания на изгиб допускается проводить на образцах большей толщины и ширины, чем указано в 6.4-6.6.