Действующий
1.2. Место вырезки заготовки для изготовления образцов, ориентация оси концентратора, технология вырезки заготовок и изготовления образцов по ГОСТ 7564-97 для черных металлов, если иное не предусмотрено в нормативно-технической документации на продукцию.
Для цветных металлов и сплавов все это должно быть указано в нормативно-технической документации на продукцию.
При вырезке заготовок металл образцов должен предохраняться от наклепа и нагрева, изменяющих свойства металла, если не предусмотрено иное в нормативно-технической документации на продукцию.
1.3. Риски на поверхности концентраторов видов U и V, видимые без применения увеличительных средств, не допускаются.
1.4. Концентратор вида Т получают в вершине начального надреза при плоском циклическом изгибе образца. Способ получения начального концентратора может быть любым.
1.5. Максимальный остаточный прогиб, образовавшийся при нанесении на образцах концентратора вида Т, не должен превышать: 0,25 мм - для образцов длиной 55 мм.
Контроль прогиба образца осуществляется с помощью индикаторов часового типа по ГОСТ 577 или других средств, обеспечивающих погрешность измерения прогиба не более 0,05 мм на базе длины образца.
1.6. Тип и число образцов, порядок проведения повторных испытаний должны быть указаны в нормативно-технической документации на конкретную продукцию, утвержденной в установленном порядке.
Если в нормативно-технической документации на металлопродукцию не указан тип образца, следует испытывать образцы типа 1 - до 01.01.91.
Допускается применять копры с другой номинальной потенциальной энергией маятника. При этом номинальное значение потенциальной энергии маятника должно быть таким, чтобы значение работы удара составляло не менее 10% от номинального значения потенциальной энергии маятника. До 01.01.91 допускается использовать копры с такой номинальной потенциальной энергией маятника, чтобы работа удара составляла не менее 5% от номинальной потенциальной энергии маятника. Номинальное значение потенциальной энергии маятника должно быть указано в нормативно-технической документации на конкретную продукцию.
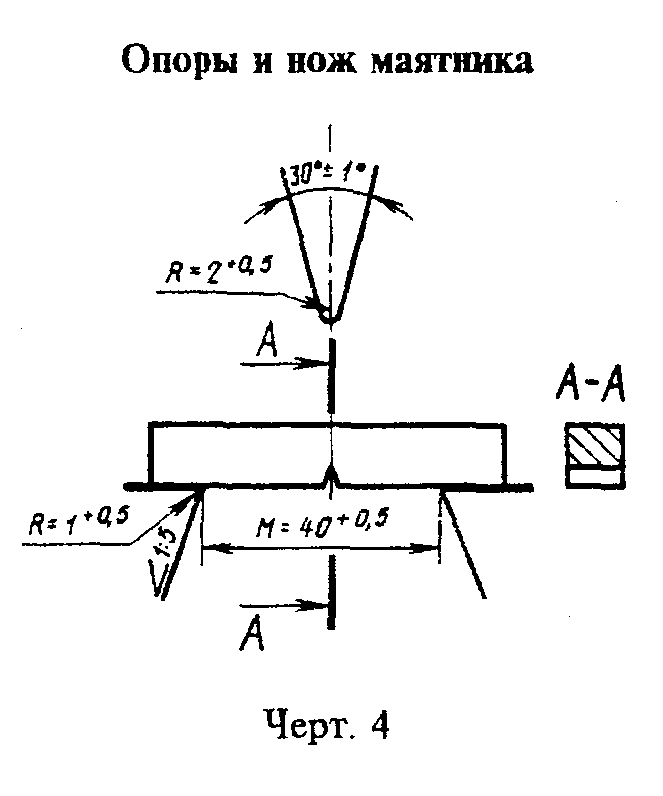
Основные размеры опор и ножа маятника должны соответствовать указанным на черт. 4. Для копров другой конструкции допускаются иные радиусы закругления ребра опоры и скорость движения маятника от 4,5 до 7,0 м/с.
2.2. Термостат, обеспечивающий равномерное охлаждение или нагрев, отсутствие агрессивного воздействия окружающей среды на образец и возможность контроля температуры.
2.3. Смесь жидкого азота (ГОСТ 9293) или твердой углекислоты ("сухого льда") с этиловым спиртом. Применение в качестве охладителя жидкого кислорода и жидкого воздуха не допускается.
Массовая доля кислорода в жидком азоте в процессе охлаждения образцов в термостате не должна быть более 10%.
2.5. Термометры, включая и преобразователи термоэлектрические (термопары), для измерения температуры нагрева образцов, обеспечивающие измерение с погрешностью, не превышающей:
2.6. Трещину на образцах получают на вибраторах, изготовленных по нормативно-технической документации.
3.1. Перед началом испытаний необходимо проверить положение указателя работы при свободном падении маятника.
Для маятниковых копров с цифровыми отсчетными устройствами указатель работы в исходном положении должен показывать "нуль" при допускаемом отклонении в пределах ширины штриха по нормативно-технической документации.
Температуру испытания указывают в нормативно-технической документации на конкретную продукцию, утвержденной в установленном порядке.
3.4. Для обеспечения требуемой температуры испытания образцы перед установкой на копер должны быть переохлаждены (при температуре испытания ниже комнатной) или перегреты (при температуре испытания выше комнатной). Степень переохлаждения или перегрева должна обеспечивать требуемую температуру испытания и должна определяться экспериментальным путем.
Температура переохлаждения или перегрева образцов при условии, что они могут быть испытаны не позднее чем через 3-5 с. после извлечения из термостата, указана в приложении 2.
Выдержка образцов в термостате при заданной температуре (с учетом необходимого переохлаждения или перегрева) должна быть не менее 15 мин.
3.5. Соприкасающаяся с образцом часть приспособления для извлечения его из термостата не должна изменять температуру образца при установке его на опоры копра.
4.1. Образец должен свободно лежать на опорах копра (см. черт. 4). Установка образца должна производиться с помощью шаблона, обеспечивающего симметричное расположение концентратора относительно опор с погрешностью не более  мм. При использовании торцовых ограничителей последние не должны мешать образцам свободно деформироваться.
мм. При использовании торцовых ограничителей последние не должны мешать образцам свободно деформироваться.