Действующий
Ведомственные строительные нормы ВСН 188-78"Инструкция по механической обработке сварных соединений в стальных конструкциях мостов"(введен в действие распоряжением Минтрансстроя СССР и МПС РФ от 4 января 1978 г. N А-6/П-287)
1.1. Инструкция по механической обработке сварных соединений в стальных конструкциях мостов обычного и северного исполнения разработана в развитие глав СНиП по проектированию мостов и труб, а также по производству и приемке металлических конструкций. Инструкцией необходимо руководствоваться при разработке чертежей КМ, КМД и технологических карт, а также при выполнении механической обработки сварных соединений на заводах, изготавливающих стальные конструкции мостов, и на строительстве - после осуществления монтажной сварки пролетных строений железнодорожных, совмещенных, автомобильнодорожных, городских и пешеходных мостов из углеродистой и низколегированной стали.
1.2. Механическую обработку сварных соединений в стальных конструкциях мостов следует назначать в проектах в соответствии с требованиями действующих нормативных документов.
1.3. Расположение и размеры зон механической обработки, а также получаемая в результате форма деталей и соединений должны быть указаны в чертежах КМД. На чертежах КМ следует указывать соединения, подвергаемые механической обработке, со ссылкой на соответствующий пункт настоящей инструкции.
Для случаев, не предусмотренных в настоящей инструкции, проектная организация, с учетом рекомендаций ЦНИИС, указывает в чертежах КМ конструктивное оформление и технологические требования к обработке зон концентрации, а для железнодорожных мостов согласовывает их с МПС.
1.4. Для механической обработки сварных соединений в стальных конструкциях мостов допускается применение абразивных кругов различной твердости и крупности зерна, специальных абразивных камней, а также фрез различных типов и формы, обеспечивающих возможность выполнения всех требований к обработке, изложенных ниже.
Характеристики оборудования и инструмента, применяемых при механической обработке, приведены в приложении (табл.1 - 4).
Допускается применять оборудование и инструмент других типов при условии выполнения всех требований к обработке, предъявляемых настоящей инструкцией.
При этом рекомендуется отдавать предпочтение специальным переносным шлифовальным машинам и фрезерным станкам, обеспечивающим более высокую механизацию процесса обработки.
1.5. Дли удаления технологических припусков и других частей свариваемых деталей, выступающих за проектный контур, допускается применение газовой резки. После выполнения газовой резки должен оставаться проектный контур соответствующей детали с припуском на механическую обработку не менее 2 мм.
1.6. Механическая обработка сварных соединений и соответствующих зон в местах изменения сечений элементов должна обеспечить получение плавных переходов от металла шва к основному металлу, а также от конца приваренной детали к основному элементу конструкции или от конца обрываемой части к оставшейся части сечения сварного элемента или балки. При этом обработку следует выполнять без излишнего ослабления сечения - на минимальную глубину, необходимую для снятия поверхностного слоя металла в зоне обработки, - до получения чистой блестящей поверхности.
Обработанная поверхность не должна иметь рисок, расположенных поперек направления усилий, действующих в элементе при его работе. Чистота поверхности - не ниже 5 класса по ГОСТ 2789-73.
Заусенцы у деталей и элементов в зоне обработки должны быть устранены зачисткой, а острые кромки - скруглены, с соблюдением при этом требования о направлении рисок.
1.7. При обработке абразивными кругами не допускаются ожоги металла (в виде черных пятен и цветов побежалости на зачищаемых местах), образующиеся при сильном нажатии на абразивный круг и медленном перемещении его по поверхности обрабатываемого изделия.
Чтобы избежать ожогов и шлифовочных трещин, следует обеспечивать непрерывное движение абразивного круга по обрабатываемой поверхности и соответствующим образом регулировать силу нажатия.
1.8. Выявленные в зоне обработки технологические дефекты сварки, а также неполное проплавление - в случаях, когда требование сквозного проплавления является обязательным, - должны быть устранены.
Способы устранения дефектных участков сварных соединений назначают согласно указаниям пункта 1.62 главы СНиП III-18-75.
Подрезы, допускаемые главой СНиП III-18-75 (табл.41), но попавшие в зону механической обработки, должны быть полностью удалены.
Должны быть также зачищены следы газовой резки, применявшейся для удаления технологических припусков перед механической обработкой и для удаления выводных планок.
Качество механической обработки сварных соединений должно удовлетворять всем требованиям пп. 6.2 - 6.3.
1.9. При обработке сварных соединений ослабление сечения по толщине проката (углубление в основной металл без подварки) поперек усилия в элементе для всех категорий швов, как правило, не должно превышать 0,5 мм на металле толщиной до 20 мм и 3% толщины - на более толстом металле; при этом на 20% длины обрабатываемой зоны допускается ослабление сечения на глубину до 6% толщины металла.
Углубление в основной металл при зачистке вдоль усилия в элементе не должно превышать 1 мм на металле толщиной до 20 мм и 6% толщины - на более толстом металле.
В случае превышения допускаемой величины ослабления производится подварка с последующей зачисткой с выполнением при этом всех требований, предъявляемых к зонам механической обработки.
1.10. Местные наплывы, образовавшиеся в местах перекрытия соседних участков шва при перерыве процесса сварки или исправлении дефектов, должны быть сглажены механической обработкой до образования плавных переходов от наплыва к сечению шва проектного размера и к основному металлу.
1.11. Механическую обработку сварных соединений следует выполнять после осуществления контроля их качества методами, регламентированными табл.42 главы СНиП III-18-75 для данной категории и типа соединений.
1.12. Механическую обработку сварных соединений в стальных конструкциях мостов осуществляют лица, освоившие правила работы шлифовальными машинами и на переносных станках, изучившие инструкции по эксплуатации применяемого оборудования и инструмента и правила ухода за ним, прошедшие испытания и имеющие удостоверения на право производства механической обработки.
2.1. Механическая обработка стыковых соединений должна удовлетворять требованиям пп.1.6 - 1.10 настоящей инструкции и дополнительным требованиям, изложенным ниже.
2.2. После механической обработки стыковое соединение должно иметь плавный переход от металла шва к основному металлу в соответствии с требованиями, указанными на рис.1.

|
|
| 1261 × 630 пикс. Открыть в новом окне | |

|
|
| 702 × 1169 пикс. Открыть в новом окне | |

|
|
| 670 × 964 пикс. Открыть в новом окне | |

|
|
| 693 × 1251 пикс. Открыть в новом окне | |

|
|
| 720 × 1068 пикс. Открыть в новом окне | |

|
|
| 1113 × 772 пикс. Открыть в новом окне | |
На усилении шва после механической обработки не должно оставаться острого гребня; для этого в необходимых случаях вершину усиления следует сглаживать параллельно плоскости свариваемых листов (рис.2); при этом высота усиления не должна превышать величины, предусмотренной ГОСТами на сварные соединения.

При механической обработке стыкового соединения листов разной толщины или разной ширины должны быть выполнены требования, указанные на рис.3 и 4.
2.3. В случаях, обусловленных особенностями конструкции (наличие стыковых швов в листах многолистового пояса, пересечение стыкового шва конструктивными элементами, привариваемыми втавр или внахлестку, перекрытие стыкового шва фасонками, накладками, уголками и т.п.) или принятой технологией механической обработки (обработка торцевыми фрезами или торцевыми абразивными камнями и т.п.), усиление шва следует снимать заподлицо с основным металлом (рис.5 и 6). При этом следует особенно тщательно контролировать обработанную поверхность, учитывая, что обработкой могут быть вскрыты имеющиеся в шве внутренние поры и шлаковые включения.
2.4. Перед наложением шва, пересекающего (рис.7, а) или примыкающего к другому шву (рис.7, б, в), во избежание образования подреза в месте пересечения, следует обрабатывать усиление ранее наложенного стыкового шва заподлицо с основным металлом на расстоянии не менее 40 мм от кромки листа или оси пересекаемого шва, обеспечивая при этом постепенный переход к незачищенному участку шва.

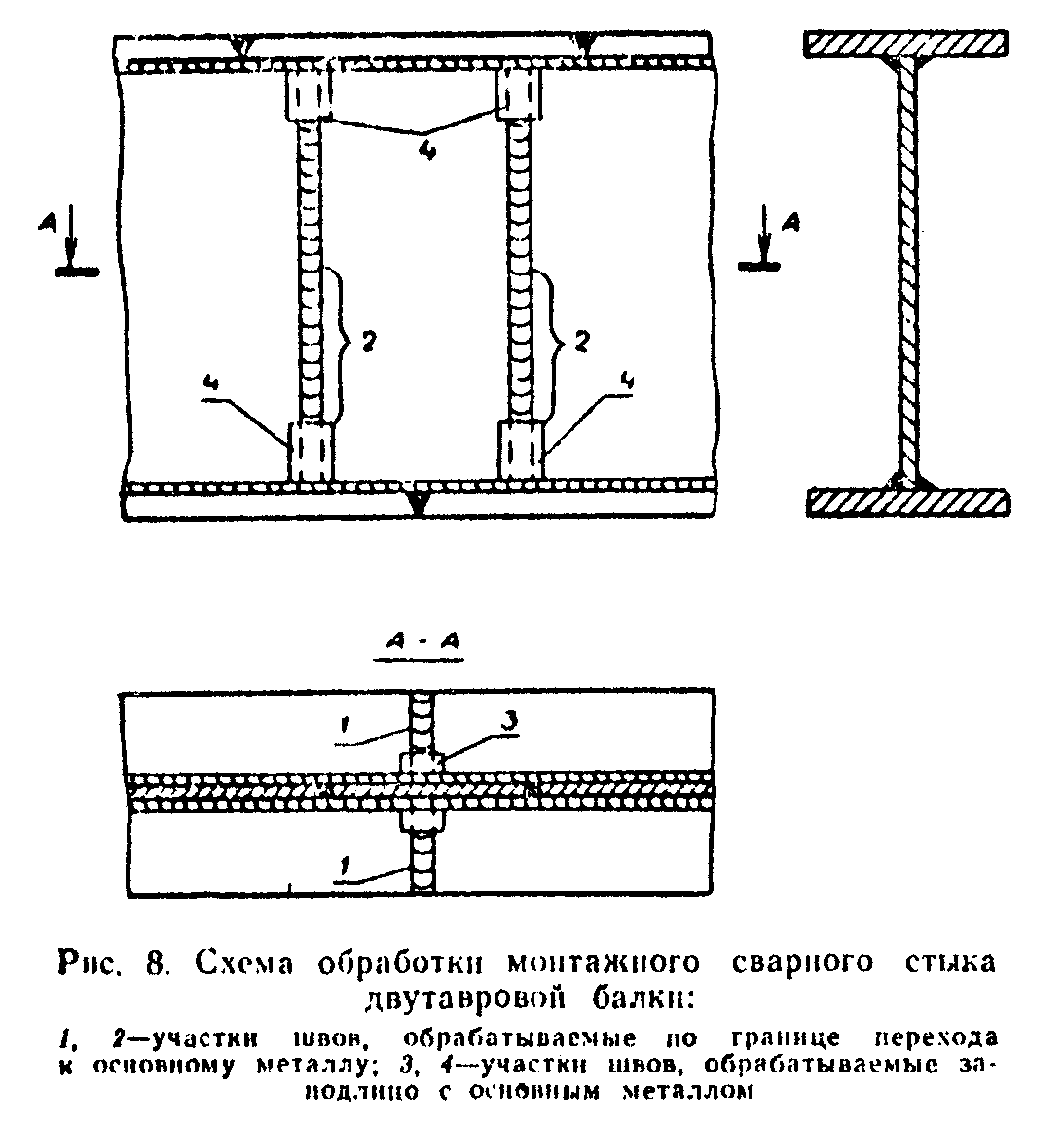
2.5. В монтажном сварном стыке двутавровой балки (рис.8) участки 1 стыкового шва растянутого пояса и участки 2 стыкового шва стенки в растянутой зоне следует обрабатывать в соответствии с требованиями п.2.2 (см. рис.1); участок 3 стыкового шва пояса и участки 4 стыковых швов стенки - в соответствии с требованиями п.2.4 (см. рис.7, б).
2.6. В монтажном сварном стыке растянутой ребристой плиты коробчатых пролетных строений (рис.9) участки 1 стыкового шва листа и участки 2 стыковых швов продольных ребер обрабатываются в соответствии с п.2.2 (см. рис.1), а участки 3 стыкового шва листа и участки 4 стыковых швов продольных ребер следует обрабатывать в соответствии с требованиями п.2.4 (см. рис.7, б).
2.7. Зачистку кромок листов (после удаления выводных планок газовой резкой) следует осуществлять на всей длине участка, где накладывались швы, прикрепляющие выводные планки. При этом на углах кромок листов следует обеспечивать плавные округления радиусом 2 мм.
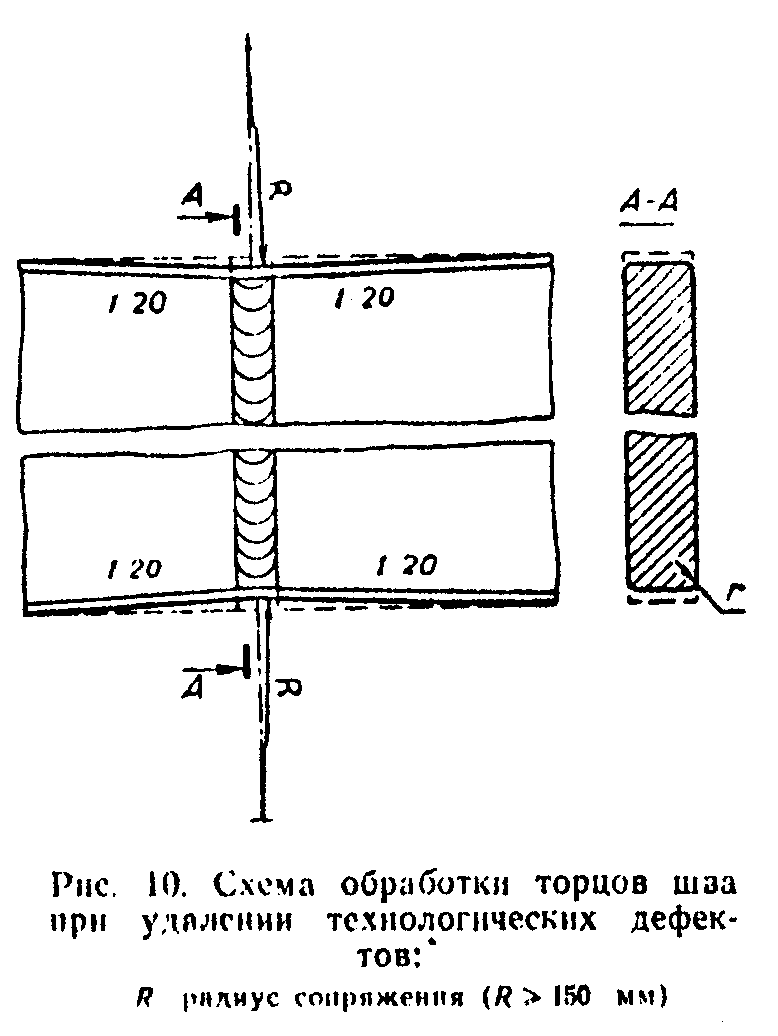
2.8. В случае необходимости удаления поверхностных технологических дефектов с торца шва с помощью механической обработки допускается плавно (с уклоном не более 1:20, сопрягаемыми радиусом не менее 150 мм) углубляться на свободной кромке в основной металл без подварки на величину 0,02 ширины свариваемого листа, но не более чем на 8 мм с каждой стороны (рис.10). После обработки торцов швов углы кромок листов следует плавно скруглять радиусом 2 мм.