Действующий
k — высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 — С32 и H1;
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
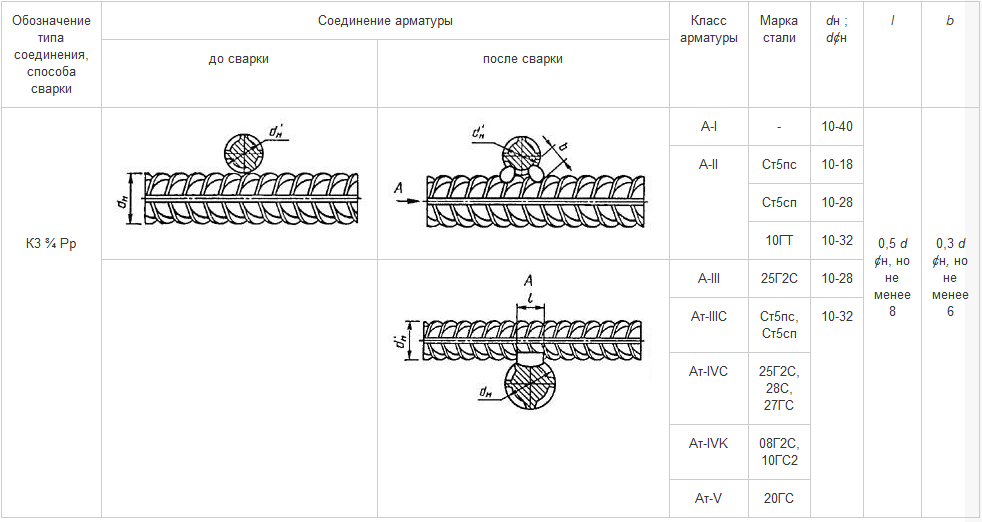
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00, типа К2 — от 0,50 до 1,00.
Величины относительных осадок h/d¢н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h/dн для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 — 17.
12. В соединениях типа С2 — Кн отношение d¢н/dн допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
13. Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 18 — 21.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22 — 29.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264 и ГОСТ 8713.


1. Величины d"н/dн, не совпадающие с приведенными, следует округлять до ближайшей величины, указанной в таблице.
2. В соединениях типа К1 - Кт из арматуры классов Ат-IVK и Ат-V диаметрами 10 - 32 мм стержни меньшего диаметра (d¢н) должны быть из арматуры классов Вр-I, А-I, А-II и A-III.
* Здесь и далее размеры соединений арматуры специального назначения классов Ас-II и Ас-III идентичны таковым классов А-II и А-III.