Действующий
2.1. Для проверки соответствия машинок требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные, периодические и типовые испытания и испытания на надежность.
2.3. В программу приемо-сдаточных испытаний следует включать испытания машинок по пп.1.6; 1.9; 1.12а; 1.13; 1.15; 1.17; 1.22.
2.4. Типовые испытания машинок проводятся при изменении конструкции, материалов или технологии изготовления, если эти изменения могут оказать влияние на параметры машинки.
2.4.1. При отсутствии изменений в конструкциях, материалах и технологии изготовления должны проводиться периодические испытания машинок не реже одного раза в год на 8 образцах.
проверку габаритных размеров, массы, монтажа, покрытий, маркировки, упаковки и комплектности на соответствие чертежам по пп.1.1; 1.4; 1.5; 1.7; 1.8; 4.1-4.3;
2.5. Для типовых и периодических испытаний следует отбирать машинки из числа прошедших приемо-сдаточные испытания.
2.6. При типовых и периодических испытаниях проверяется соответствие каждой из отобранных машинок всем требованиям настоящего стандарта.
2.8. Если при типовых или периодических испытаниях хотя бы одна машинка не будет соответствовать требованиям настоящего стандарта, то следует проводить повторные испытания удвоенного числа машинок.
2.9. О результатах типовых испытаний должен составляться протокол, который предъявляется потребителю по его требованию.
2.10. Контрольная аппаратура, установки, оборудование должны иметь технические паспорта с отметкой о проведении периодических проверок. Класс точности контрольных электроизмерительных приборов должен быть не ниже 1,0.
Для проведения испытания на надежность следует устанавливать следующие исходные данные по ГОСТ 18049-72:
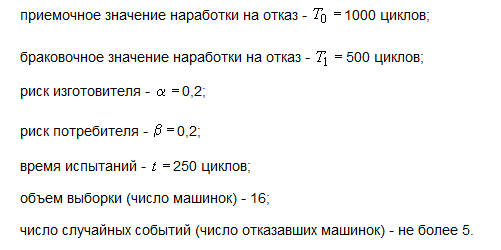
Машинки следует считать выдержавшими испытание, если за время испытания произошло не более 5 отказов.
3.1. Проверка напряжения на конденсаторе-накопителе (п.1.6) производится при помощи электростатического вольтметра с пределом измерения не менее 3 кВ, подсоединенного к розетке штепсельного разъема машинки.
3.2. Испытания машинок по пп.1.4, 1.5, 1.7, 1.8 проводятся внешним осмотром, сличением с чертежами и измерением размеров любым мерительным инструментом, обеспечивающим требуемую точность.
3.3. При проверке кинематической части машинки (п.1.9) заслонку привода генератора отводят до предела в правую сторону, затем, вставив ручку, заряжают машинку.
При вращении приводной ручки не должно наблюдаться заеданий, скрипящих шумов и проворачивания ручки. При вращении против часовой стрелки ручка не должна входить в зацепление.
3.4 Усилие нажатия кнопки "Взрыв" (п.1.10) проверяется по методике предприятия-изготовителя приспособлением, обеспечивающим точность замера ±100 г.
3.5. Проверка электрической прочности изоляции (п.1.11) производится на установке мощностью не менее 0,5 кВА, позволяющей плавно повышать испытательное напряжение до 2500 В.
Испытательное напряжение прикладывается между закороченной обмоткой низшего напряжения трансформатора и закороченными линейными зажимами. При этом один из контактов, управляемых кнопкой "Взрыв", должен быть закороченным, а приводная ручка машинки вынута из гнезда привода генератора. Скорость изменения напряжения должна быть такой, чтобы испытательное напряжение изменилось от 100 до 2500 В за время от 5 до 20 с.