Действующий
| Обозна- чение типораз- меров коронок | Резьба по ГОСТ 6238-77 | (пред. откл. -0,5) | (пред. откл. +0,5) | Конус- ность | (пред. откл. ±1) | Плас- тинка твердо- сплав- ная | Вкла- дыш | Масса в кг, не более | |||||||||||
| Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Количество | ||||||||||||
| СМ5-36 | 36 | +0,4 -0,1 | 21 | +0,2 -0,6 | 28,5 | - | 29,8х4 | 28 | 25 | 22,5 | +0,4 | 34,5 | 1:8 | 10 | 10° | 12 | 9 | 0,250 | |
| СМ5-46 | 46 | 31 | 39,5 | 37,5 | 40х4 | 38 | 35 | 32,5 | 44,5 | 8 | 20° | 14 | 10 | 0,320 | |||||
| СМ5-59 | 59 | 44 | 52,5 | 50,5 | 52х4 | 50 | 48 | 45,5 | 57,5 | 18 | 30° | 16 | 12 | 0,420 | |||||
| СМ5-76 | 76 | +0,5 -0,3 | 59 | +0,2 -0,8 | 69 | 66 | 68х4 | 66 | 64 | 61 | +0,5 | 74 | 28 | 45° | 0,580 | ||||
| СМ5-93 | 93 | 75 | 86 | 82 | 84х4 | 82 | 80 | 77 | 91 | 20 | 21 | 15 | 0,740 | ||||||
| СМ5-112 | 112 | +0,6 -0,3 | 94 | +0,3 -0,8 | 105 | 101 | 103х4 | 101 | 99 | 96 | 110 | 26 | 0,940 | ||||||
| СМ5-132 | 132 | +0,6 -0,5 | 114 | +0,4 -0,8 | 125 | 121 | 122х4 | 120 | 118 | 116 | 130 | 1:16 | 22 | 28 | 20 | 1,00 | |||
| СМ5-151 | 151 | 133 | 144 | 140 | 141х4 | 139 | 137 | 135 | 149 | 24 | 1,25 | ||||||||

| Обозна- чение типораз- меров коронок | Резьба по ГОСТ 6238-77 | (пред. откл. -0,5) | (пред. откл. +0,5) | Конус- ность | (пред. откл. ±1) | Плас- тинка твердо- сплавная | Вкла- дыш | Масса в кг, не более | ||||||||||
| Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Количество | |||||||||||
| СМ6-46 | 46 | +0,4 -0,1 | 31 | +0,2 -0,6 | 39,5 | 37,5 | 40х4 | 38 | 35 | 32,5 | +0,4 | 44,5 | 1:8 | 8 | 20° | 14 | 10 | 0,320 |
| СМ6-59 | 59 | 44 | 52,5 | 50,5 | 52х4 | 50 | 48 | 45,5 | 57,5 | 18 | 30° | 16 | 12 | 0,420 | ||||
| СМ6-76 | 76 | +0,5 -0,3 | 59 | +0,2 -0,8 | 69 | 66 | 68х4 | 66 | 64 | 61 | +0,5 | 74 | 28 | 45° | 0,580 | |||
| СМ6-93 | 93 | 75 | 86 | 82 | 84х4 | 82 | 80 | 77 | 91 | 20 | 24 | 18 | 0,740 | |||||
| СМ6-112 | 112 | +0,6 -0,3 | 94 | +0,3 -0,8 | 105 | 101 | 103х4 | 101 | 99 | 96 | 110 | 26 | 0,940 | |||||
| СМ6-132 | 132 | +0,6 -0,5 | 114 | +0,4 -0,8 | 125 | 121 | 122х4 | 120 | 118 | 116 | 130 | 1:16 | 22 | 32 | 24 | 1,00 | ||
| СМ6-151 | 151 | 133 | 144 | 140 | 141х4 | 139 | 137 | 135 | 149 | 24 | 1,25 | |||||||
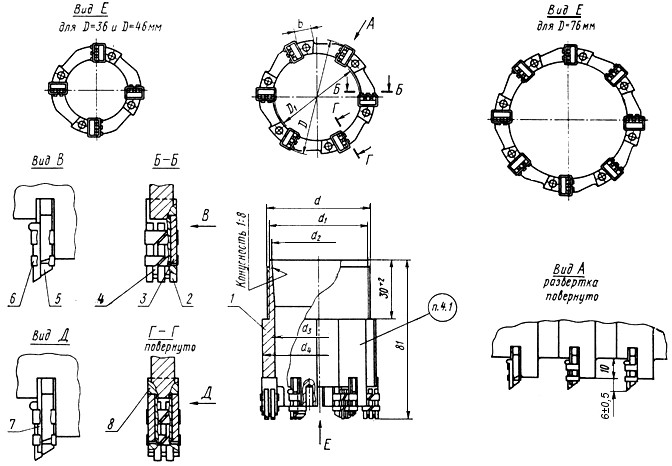
1 - корпус коронки; 2 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
3 - пластинка твердосплавная Г5106 по ГОСТ 880-75; 4 - пластина установочная двухзубая; 5 - пластина
опорная с выемкой; 6 - пластина оберточная; 7 - пластина установочная трехзубая;
8 - пластина опорная.
Черт.7*
* Черт.7. Измененная редакция, Изм. N 1, 2.
3 - пластинка твердосплавная Г5106 по ГОСТ 880-75; 4 - пластина установочная двухзубая; 5 - пластина
опорная с выемкой; 6 - пластина оберточная; 7 - пластина установочная трехзубая;
8 - пластина опорная.
Черт.7*
* Черт.7. Измененная редакция, Изм. N 1, 2.
| Обозна- чение типораз- меров коронок | Резь- ба по ГОСТ 6238-77 | (пред. откл. -0,5) | (пред. откл. +0,5) | Пластинки твердо- сплавные | Пластины | Масса в кг, не более | |||||||||||||
| Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Дет.2 | Дет. 3 | Дет.4 | Дет.5 | Дет.6 | Дет.7 | Дет.8 | ||||||
| Количество | |||||||||||||||||||
| СА2-36 | 36 | +0,4 -0,1 | 21 | +0,3 -0,6 | 29,8х4 | 28 | 25 | 22,5 | +0,4 | 34,5 | 10 | 10 | 6 | 2 | 2 | 4 | 2 | 2 | 0,240 |
| СА2-46 | 46 | 31 | 40х4 | 38 | 35 | 32,5 | 44,5 | 9 | 0,300 | ||||||||||
| СА2-59 | 59 | 44 | 52х4 | 50 | 48 | 45,5 | 57,5 | 15 | 9 | 3 | 3 | 6 | 3 | 3 | 0,410 | ||||
| СА2-76 | 76 | +0,5 -0,2 | 59 | +0,4 -0,7 | 68х4 | 66 | 64 | 61 | +0,5 | 74 | 8,2 | 20 | 12 | 4 | 4 | 8 | 4 | 4 | 0,540 |

1 - корпус коронки; 2 - вкладыш; 3 - пластика твердосплавная Г5109 по ГОСТ 880-75;
4 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
5 - пластинка твердосплавная Г5108 по ГОСТ 880-75; 6 - вкладыш.
Черт.9*
* Черт.9. Измененная редакция, Изм. N 1, 2, 4.
4 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
5 - пластинка твердосплавная Г5108 по ГОСТ 880-75; 6 - вкладыш.
Черт.9*
* Черт.9. Измененная редакция, Изм. N 1, 2, 4.
| Обозна- чение типораз- меров коронок | Резьба | -0,5) | Конусность | Пластинки твердосплавные | Вкладыши | Масса в кг, не более | |||||||||||
| Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Дет. 3 | Дет. 4 | Дет.5 | Дет.2 | Дет. 6 | ||||||
| Количество | |||||||||||||||||
| СА4-46 | 46 | +0,4 -0,1 | 31 | +0,2 -0,6 | 40х4 | 38 | 35 | 32,5 | +0,4 | 44,5 | 1:8 | 6 | 6 | 3 | 6 | 3 | 0,350 |
| СА4-59 | 59 | 44 | 52х4 | 50 | 48 | 45,5 | 57,5 | 0,380 | |||||||||
| СА4-76 | 76 | +0,5 -0,3 | 59 | +0,2 -0,8 | 68х4 | 66 | 64 | 61 | +0,5 | 74 | 8 | 8 | 4 | 8 | 4 | 0,560 | |
| СА4-93 | 93 | 75 | 84х4 | 82 | 80 | 77 | 91 | 10 | 10 | 5 | 10 | 5 | 0,720 | ||||
| СА4-112 | 112 | +0,6 -0,3 | 94 | +0,3 -0,8 | 103х4 | 101 | 99 | 96 | 110 | 0,850 | |||||||
| СА4-132 | 132 | +0,6 -0,5 | 114 | +0,4 -0,8 | 122х4 | 120 | 118 | 116 | 130 | 1:16 | 12 | 12 | 6 | 12 | 6 | 0,970 | |
2.1. Коронки должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
| Наименование деталей | Материал | |
| Марка | Номер стандарта | |
| Корпус | Сталь 30, 35, 40 | ГОСТ 1050-74 |
| Ст.4 | ГОСТ 380-88* | |
| Вкладыши и пластины установочные | Сталь 10, 20, 35 | ГОСТ 1050-74 |
| Ст.3 | ГОСТ 380-88* | |
| Пластины опорные | Сталь 45 | ГОСТ 1050-74 |
| Пластины оберточные | Сталь 10 | ГОСТ 1050-74 |
| Ст.1 | ГОСТ 380-88* | |
| Пластины твердого сплава | ВК6 | ГОСТ 3882-74 |
* На территории Российской Федерации действует ГОСТ 380-94.
2.3*. Предельные отклонения размеров, не ограниченных допусками: охватывающих - по , охватываемых - по
, охватываемых - по  , прочих - по
, прочих - по  .
.
* Изменением N 2 в п.2.3 предлагается заменить обозначения: на
на  ;
;  на
на  , ±1/2 допуска(
, ±1/2 допуска(  ) на
) на  . - Примечание изготовителя базы данных.
. - Примечание изготовителя базы данных.
2.3*. Предельные отклонения размеров, не ограниченных допусками: охватывающих - по
* Изменением N 2 в п.2.3 предлагается заменить обозначения:
2.4. В качестве припоя должна применяться латунь марки Л63 или Л68 по ГОСТ 15527-70* или медный порошок марок ПМА, ПМ, ПМС и ПМС-2 по ГОСТ 4960-75.
* На территории Российской Федерации действует ГОСТ 15527-2004.
(Измененная редакция, Изм. N 1, 2).
* На территории Российской Федерации действует ГОСТ 15527-2004.
(Измененная редакция, Изм. N 1, 2).
2.6. Припой должен заполнять зазоры между пазами корпуса, опорными пластинами, вкладышами и пластинками твердого сплава без разрыва. Допускается непропай не более 10% от площади соприкосновения каждой пластинки с пазами корпуса коронок и опорными пластинами.2.7. Прочность паяного шва на сдвиг статической нагрузкой должна быть не менее 15 кгс/мм  .
.
2.8. Припаянные пластинки не должны иметь трещин, а также выкрашиваний, превышающих размеры, указанные в ГОСТ 4411-79.
2.10. На поверхностях коронок допускаются наплывы припоя, если они не выступают за рабочие кромки пластинок твердого сплава по наружному и внутреннему диаметрам и не возвышаются над резцами.
2.11. После пайки в коронках типов - СА2 должны быть сняты закраины оберточных пластин по наружному диаметру коронок.
2.12. В коронках СМ4, CM5, CM6 и СА4 допускается крепление пластинок твердого сплава без вкладышей при условии обеспечения прочности соединения, указанной в п.3.3.
2.13. Допускаются на наружной поверхности корпуса коронок черновины общей площадью не более 30% от наружной поверхности корпуса при условии, что размер по наружному диаметру корпуса не будет выходить за пределы допускаемых отклонений.
2.14. Непараллельность калибрующих поверхностей наружных, подрезных и внутренних резцов у коронок типов СМ5, СА2 и калибрующих поверхностей подрезных резцов у коронок типов СМ4, CM6, СА4 относительно оси резьбы не должна превышать половины поля допуска диаметра соответствующих поверхностей.
2.15. Радиальное биение наружной и внутренней поверхностей коронок по резцам относительно оси резьбы не должно превышать:
0,5 мм для =36-59 мм;
=36-59 мм;
0,6 мм для =76-93 мм;
0,8 мм для =112-151 мм.
Примечание. Радиальное биение внутренней поверхности по резцам коронок СА2 - 0,7 мм для =36-59 мм; 0,8 мм для =76-93 мм; 1,0 мм для =112-132 мм.
2.15. Радиальное биение наружной и внутренней поверхностей коронок по резцам относительно оси резьбы не должно превышать:
0,5 мм для
0,6 мм для
0,8 мм для
Примечание. Радиальное биение внутренней поверхности по резцам коронок СА2 - 0,7 мм для
2.17. В коронках типов СМ4, СМ5, СМ6 допускается изменение формы промывочных окон при сохранении их глубины без уменьшения общей площади окон.
2.18. Средний ресурс коронок должен быть не менее указанного в табл.10а.
Таблица 10а
2.18. Средний ресурс коронок должен быть не менее указанного в табл.10а.
Таблица 10а
| Типы коронок | Средний ресурс коронок, м, в зависимости от категорий буримости горных пород | ||||
| IV | V | VI | VII | VIII | |
| СМ4; CM5; СМ6 | 3,8 | 3,9 | 4,0 | 3,7 | - |
| СА2 | - | 7,5 | 6,3 | 4,9 | 3,2 |
| СА4 | - | 1,4 | 2,3 | 2,0 | - |
2.19. В коронках типов СМ4, CM5, CM6 допускается крепление твердосплавных пластинок в несквозные пазы.
(Введен дополнительно, Изм. N 1. Измененная редакция, Изм. N 3, 4).
2а. ПРАВИЛА ПРИЕМКИ
(Введен дополнительно, Изм. N 1. Измененная редакция, Изм. N 3, 4).
2а. ПРАВИЛА ПРИЕМКИ
2а.1. Для проверки соответствия изготовленных коронок требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания.
2а.2. Приемочный контроль должен проводиться в следующем объеме:
на соответствие требованиям пп.1.3; 2.3 - 2% от партии, но не менее 20 шт.;
на соответствие требованиям п.2.6 - одна коронка от 1000 шт.;
на соответствие требованиям п.2.7 - две коронки от 1000 шт.;
на соответствие требованиям пп.2.8, 2.10; 2.13 - 100% коронок;
на соответствие требованиям пп.2.14-2.16 - 1% от партии, но не менее 20 шт.;
Партия должна состоять из коронок одного типоразмера, изготовленных по одному технологическому процессу и одновременно предъявленных к приемке по одному документу в количестве не более 1000 шт.
на соответствие требованиям пп.1.3; 2.3 - 2% от партии, но не менее 20 шт.;
на соответствие требованиям п.2.6 - одна коронка от 1000 шт.;
на соответствие требованиям п.2.7 - две коронки от 1000 шт.;
на соответствие требованиям пп.2.8, 2.10; 2.13 - 100% коронок;
на соответствие требованиям пп.2.14-2.16 - 1% от партии, но не менее 20 шт.;
Партия должна состоять из коронок одного типоразмера, изготовленных по одному технологическому процессу и одновременно предъявленных к приемке по одному документу в количестве не более 1000 шт.
2а.3. При неудовлетворительных результатах приемочного контроля хотя бы по одному из показателей проводят повторный контроль на удвоенном количестве коронок той же партии.
Результаты повторного контроля являются окончательными и распространяются на всю партию.
Результаты повторного контроля являются окончательными и распространяются на всю партию.