Действующий
Настоящей техкартой предусматривается следующий порядок производства работ:
- Транспортировка опалубки в зону монтажа;
- Разметка основания под шаг основных стоек;
- Установка основных стоек с треногами и унивилками;
- Установка связей по стойкам;
- Монтаж продольных балок;
- Монтаж поперечных балок;
- Обработка торцов фанеры антиагдезионной смазкой;
- Установка и закрепление палубы фанеры;
- Монтаж промежуточных стоек в пролетах между основными;
- Установка опалубки боковых поверхностей плиты перекрытия;
- Обработка палубы антиагдезионной смазкой.
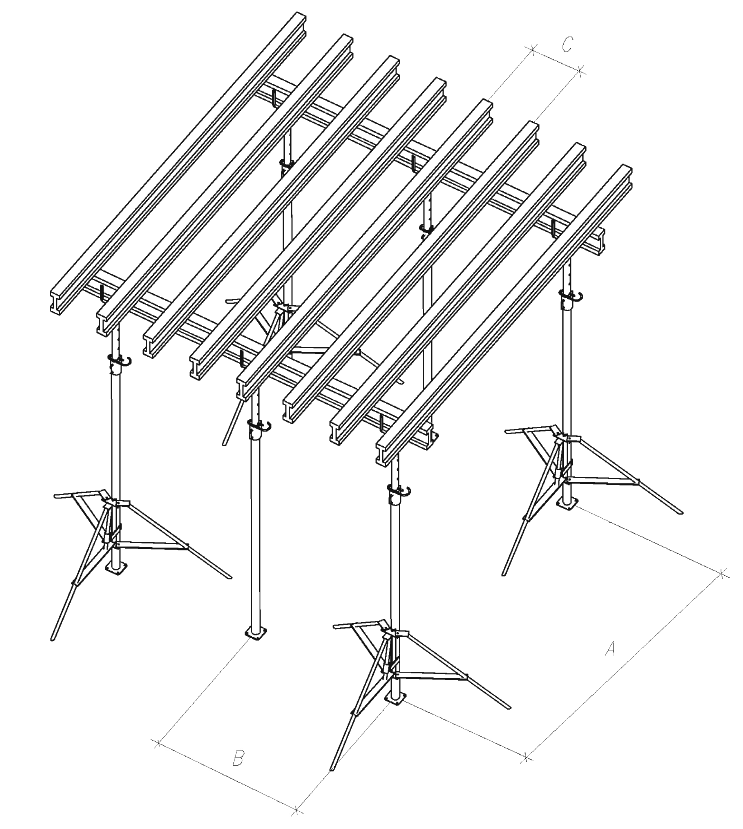
Шаг основных и второстепенных стоек, главных балок, второстепенных балок, определяется согласно табл. 1. и рис. 1
Тощина плиты, мм
| Расстояние между втор. Балками – С при толщине фанеры, мм
| Расстояние между главн. Балками – А при толщине фанеры, мм
| Допусстимое расстояние между стойками – В при расстоянии между главными балками – А,мм
|
t = 18
| t = 21
| C(18)
| C(21)
| A = 1500
| A = 1750
| A = 2000
| A = 2250
| A = 2500
|
160
| 625
| 625
| 2440
| 2350
| 1960
| 1820
| 1700
| 1600
| 1520
|
180
| 500
| 625
| 2440
| 2270
| 1860
| 1720
| 1610
| 1520
| 1440
|
200
| 500
| 625
| 2360
| 2270
| 1770
| 1640
| 1530
| 1440
| 1370
|
220
| 500
| 625
| 2290
| 2200
| 1690
| 1560
| 1460
| 1380
| 1290
|
240
| 500
| 500
| 2270
| 2140
| 1620
| 1500
| 1400
| 1320
| 1180
|
260
| 500
| 500
| 2230
| 2090
| 1560
| 1440
| 1350
| 1220
| 1100
|
280
| 500
| 500
| 2200
| 2050
| 1510
| 1400
| 1310
| 1120
| 990
|
300
| 500
| 500
| 1980
| 2020
| 1460
| 1360
| 1280
| 980
| 910
|
Рис. 1. Схема расстановки основных и второстепенных стоек, главных балок, второстепенных балок
- Транспортировка в зону укладки арматурных изделий, фиксаторов, закладных деталей, проемообразователей, термовкадышей, ПВХ-трубок;
- Устройство разбивочной основы из направляющих арматурных стержней нижней сетки;
- Устройство нижней сетки из отдельных арматурных стержней с вязкой стыков проволокой;
- Установка дистанционных прокладок – фиксаторов защитного слоя;
- Установка стержней усиления нижней сетки, у отверстий в плите и местах возникновения наибольших усилий;
- Установка отсечки для образования рабочего шва.
- Транспортировка в зону укладки арматурных изделий, фиксаторов, закладных деталей, проемообразователей, термовкадышей, ПВХ-трубок;
- Устройство разбивочной основы из направляющих арматурных стержней нижней сетки;
- Устройство нижней сетки из отдельных арматурных стержней с вязкой стыков проволокой;
- Установка дистанционных прокладок – фиксаторов защитного слоя;
- Установка стержней усиления нижней сетки, у отверстий в плите и местах возникновения наибольших усилий;
- Установка отсечки для образования рабочего шва
- Укладка греющих проводов с закреплением к нижней сетки с помощью вязальной проволоки;
Установка поддерживающих и каркасов с закреплением их к нижней сетке с помощью вязальной проволоки;
- Устройство разбивочной основы из направляющих арматурных стержней верхней сетки;
- Устройство верхней сетки из отдельных арматурных стержней с вязкой стыков проволокой;
- Установка закладных деталей, проемообразователей, термовкадышей, каналов под электропроводку;
- Установка стержней усиления верхней сетки, у отверстий в плите и местах возникновения наибольших усилий;
- Устройство технологического шва закреплением сетки-рабицы между верхними и нижними стержнями арматуры;
- Установка досок-ограничителей для формования верхнего и нижнего защитного слоя у верхней и нижней поверхности технологического шва.
- очистка поверхности опалубки от снега и льда;
- Устройство разбивочной основы из направляющих арматурных стержней верхней сетки;
- Устройство верхней сетки из отдельных арматурных стержней с вязкой стыков проволокой;
- Установка закладных деталей, проемообразователей, термовкадышей, каналов под электропроводку;
- Установка стержней усиления верхней сетки, у отверстий в плите и местах возникновения наибольших усилий;
- Устройство технологического шва закреплением сетки-рабицы между верхними и нижними стержнями арматуры;
- Установка досок-ограничителей для формования верхнего и нижнего защитного слоя у верхней и нижней поверхности технологического шва.