Действующий
процесс сверления вести при повторяющихся с небольшими интервалами выводах сверла из отверстия, а для отверстий диаметром свыше 15 мм проводить предварительное сверление меньшим диаметром сверла.
4.7. Торцовку труб необходимо производить, как правило, при помощи ручных или механизированных устройств, режущим инструментом которых являются резцы, головки с несколькими ножами или фрезы. При торцовке трубы следует закреплять в приспособлениях типа тисков, струбцин, скоб и хомутов, которые устанавливаются отдельно или входят в состав механизированного оборудования для торцовки труб или сварочных устройств.
Снимать фаски на концах труб необходимо с применением механизированных устройств. В монтажных условиях допускается применение ручных приспособлений, драчевых или плоских напильников (ГОСТ 1465-80).
4.8. Механическую обработку полимерных труб следует производить с соблюдением режимов резания, приведенных в табл. 3.
4.9. При механической обработке труб необходимо следить, чтобы на обработанных поверхностях не было трещин и надрывов. Шероховатость поверхностей торцов, предназначенных под сварку, не должна превышать Ra = 20 по ГОСТ 2789-73*.
Проверять перпендикулярность торцов труб и угол разделки кромок после механической обработки следует угломером. Допускается на монтаже проверять перпендикулярность торцов труб угольником, а углы разделки кромок - специальными шаблонами. Отклонение от перпендикулярности торцов труб в зависимости от их Dп мм, не должно превышать, мм:
4.10. Изготовление на трубах или заготовках отбортовок, втулок под фланец, раструбов и переходов, а также вытяжку горловин, калибровку и гибку труб необходимо производить методом формования участка трубы или заготовки, нагретого до температур, указанных в табл. 4.
| Материал труб | Температура теплоносителя при отбортовке, изготовлении раструбов, калибровке, гибке труб и вытяжке горловин (без формования стенки трубы), С | Температура теплоносителя (воздуха) при изготовлении втулок под фланец, переходов и вытяжке горловин (с формованием стенки трубы), С | |
| Глицерин | Воздух | ||
| ПНД | 1355 | 15010 | 24010 |
| ПВД | 1055 | 13510 | 22010 |
| ПП | - | 18510 | 28010 |
| ПВХ | 1355 | 16010 | - |
4.11. Нагревать трубы или заготовки под формование необходимо в термошкафах или в кольцевых печах, в которых в качестве теплоносителя используют воздух, а также в нагревательных устройствах с инфракрасными излучателями. При изготовлении отбортовок и раструбов, калибровке и гибке труб допускается нагрев в ваннах с жидкими теплоносителями (глицерин ГОСТ 6259-75, гликоль и др.). На монтаже для нагрева следует применять воздуходувки или беспламенные горелки.
4.12. Нагревать трубы (заготовки) следует, как правило, одновременно с внутренней и наружной сторон (двухсторонний нагрев). При изготовлении раструбов, калибровке и гибке труб с толщиной стенки до 5,0 мм допускается односторонний нагрев.
4.13. Время нагрева труб следует выбирать из расчета 1-1,5 мин на 1 мм толщины стенки трубы. При этом участок трубы, нагретый для формования втулки под фланец, изготовления перехода и вытяжки горловины (с формованием стенки трубы), не должен терять формоустойчивости и легко деформироваться при вдавливании рукой с усилием не более 30 Н (3 кгс), а при отбортовке, изготовлении раструбов, гибке, калибровке и вытяжке горловин (без формования стенки трубы) - не должен деформироваться при нажатии рукой с усилием не более 60 Н (6 кгс).
4.14. Формованные изделия (в зависимости от материала и способа соединения) следует выбирать в соответствии с табл. 5. Сортамент и конструктивные размеры формованных соединительных деталей (втулок под фланец и переходов) необходимо выбирать в соответствии с требованиями отраслевых нормативных документов, указанных в справочном приложении 9, а отбортовок, раструбов и калибруемых концов труб - по табл. 5 и 6.
4.15. При формовании отбортовки длину трубной заготовки необходимо выбирать больше длины готового изделия на величину lо, а при формовании втулок под фланец - на величину lФ в соответствии с табл. 7 и 8.
4.16. Формование концов труб и изготовление переходов необходимо производить, соблюдая такую последовательность операций:
разогрев концов труб или заготовок; при этом длина нагреваемого участка трубы должна быть в 1,5 раза больше длины lр (табл. 6) и в 1,2 больше длины lо (табл. 7) и lф (табл. 8);
| Наименование изделия | Схема изделия | Назначение | ||||
| Отбортовка |
| Для разъемных соединений трубопроводов из ПВД, ПНД, ПП и ПВХ с применением свободных металлических фланцев | ||||
| Втулка формованная под фланец |
| Для разъемных соединений трубопроводов из ПВД, ПНД и ПП с применением свободных металлических фланцев | ||||
| Раструб |
| Для неразъемных свариваемых враструб соединений трубопроводов из ПВД, ПНД и ПП и склеиваемых из ПВХ | ||||
| Калиброванный конец трубы |
| Для неразъемных клеевых соединений трубопроводов из ПВХ | ||||
| Переход |
| Для неразъемных соединений различных диаметров труб из ПВД, ПНД и ПП | ||||



| Параметр | Размеры деталей, мм, в зависимости от наружного диаметра труб, Dн, мм | ||||||||||||||||
| 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 315 | |
| Наружный диаметр отбортовки, D | 51 | 63 | 74 | 86 | 94 | 116 | 130 | 150 | 170 | 178 | 205 | 225 | 232 | 265 | 282 | 312 | 365 |
| Радиус отбортовки, Ro | 7 | 8 | 8 | 9 | 10 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 16 | 17 | 18 | 19 | 20 |
| Толщина отбортовки, Но | Не менее толщины стенки трубы | ||||||||||||||||
| Длина цилиндрической части раструба или калиброванного конца трубы, lр | 19 | 22 | 26 | 31 | 38 | 44 | 51 | 61 | 69 | 76 | 88 | 96 | 106 | 119 | - | - | - |
Примечания: 1. Допускаемые отклонения размеров должны соответствовать
по СТ СЭВ 145-75 и СТ СЭВ 177-75.

|
|
| 538 × 453 пикс. Открыть в новом окне | |
| Dн, мм | Длина lо в зависимости от материала и типа труб, мм | ||||||||||||
| ПНД | ПВД | ПВХ | |||||||||||
| Л | СЛ | С | Т | Л | СЛ | С | Т | Л | СЛ | С | Т | ОТ | |
| 25 | - | - | 23 | 24 | - | 23 | 24 | 28 | - | - | - | 23 | 23 |
| 32 | - | - | 27 | 29 | 27 | 27 | 29 | 33 | - | - | - | 26 | 27 |
| 40 | - | 28 | 28 | 30 | 28 | 29 | 31 | 36 | - | - | 27 | 27 | 29 |
| 50 | - | 28 | 29 | 31 | 23 | 30 | 33 | 38 | - | - | 27 | 28 | 30 |
| 63 | 22 | 23 | 24 | 27 | 23 | 26 | 28 | 34 | - | - | 22 | 23 | 26 |
| 75 | 29 | 30 | 32 | 36 | 31 | 34 | 37 | 44 | - | 29 | 29 | 31 | 34 |
| 90 | 27 | 29 | 31 | 35 | 30 | 33 | 37 | 44 | - | 27 | 28 | 30 | 33 |
| 110 | 27 | 29 | 20 | 36 | 30 | 34 | 38 | 47 | 26 | 26 | 28 | 30 | 34 |
| 125 | 30 | 32 | 35 | 41 | 34 | 38 | 43 | 53 | 29 | 30 | 31 | 34 | 38 |
| 140 | 26 | 28 | 30 | 37 | 29 | 34 | - | - | 24 | 25 | 26 | 29 | 34 |
| 160 | 30 | 33 | 36 | 43 | 35 | 40 | - | - | 28 | 29 | 31 | 35 | 40 |
| 180 | 30 | 33 | 37 | 44 | - | - | - | - | 27 | 29 | 31 | 35 | 44 |
| 200 | 23 | 26 | 30 | 37 | - | - | - | - | 19 | 22 | 24 | 28 | 34 |
| 225 | 28 | 31 | 36 | 45 | - | - | - | - | 24 | 27 | 29 | 34 | 40 |
| 250 | 24 | 27 | 32 | 42 | - | - | - | - | 19 | 22 | 25 | 30 | 37 |
| 280 | 24 | 28 | 34 | 44 | - | - | - | - | 19 | 23 | 26 | 31 | 39 |
| 315 | 35 | 40 | 47 | - | - | - | - | - | 30 | 34 | 37 | 43 | 53 |
| Dн, мм | Длина lф в зависимости от материала и типа труб, мм | |||
| ПНД, ПП | ПНД | ПВД | ||
| С | Т | С | Т | |
| 25 | 56 | 75 | 64 | 64 |
| 32 | 111 | 93 | 72 | 60 |
| 40 | 117 | 91 | 70 | 83 |
| 50 | 123 | 100 | 73 | 93 |
| 63 | 96 | 79 | 71 | 62 |
| 75 | 116 | 94 | 84 | 72 |
| 90 | 117 | 103 | 79 | 71 |
| 110 | 75 | 99 | 86 | 70 |
| 125 | 119 | 98 | 97 | 85 |
| 140 | 98 | 87 | 82 | - |
| 160 | 120 | 99 | 100 | - |
| 180 | 122 | 97 | - | - |
| 200 | 94 | 86 | - | - |
| 225 | 118 | 104 | - | - |
4.17. Цилиндрический раструб должен формоваться пуансоном, вдвигаемым в размягченную трубу, а калибровка осуществляется гильзой, надвигаемой на ее конец. Для труб из ПВХ допускается формование раструба посредством вдвигания холодной трубы со снятой фаской на конце в разогретый конец другой трубы.
4.18. Для формования следует применять устройства с ручным или механизированным приводом, обеспечивающие давление на площадь опорной поверхности, равное 0,8 МПа (при отбортовке) и 2,5 МПа (при изготовлении втулок под фланец).
4.19. Отформованную деталь следует охлаждать совместно с формовочным инструментом до температуры 35 С и ниже. Допускается принудительное охлаждение отформованных деталей и пресс-форм водой или сжатым воздухом. На время хранения в раструбы на трубах из полиэтилена, подготовленные под контактную сварку враструб, необходимо устанавливать деревянные катушки.
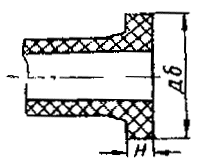
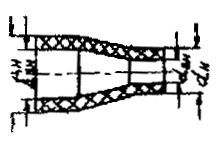
| Конструкция формующего инструмента | Вид выполняемой операции | Основные размерные зависимости, мм | ||||
| Отбортовка | d1 = Dвн d2 = Dвн - (35) d3 = D r = Ro, l = 2Но C = Но, L = 1,3l | ||||
| Изготовление раструбов | d1 = Dн d2 = Dвн - (12) l = lp, L = 2l | ||||
| Изготовление втулок под фланец | d1 = Dвн d2 = Dвн - (35) d3 = Dн d4 = D l = 2Н, C = 2Н, L = 1,3l | ||||
| Калибровка концов труб | d1 = 1,015Dн l = lp | ||||
| Формование переходов | d1 = Dвн d2 = dвн d3 = 1,015Dн d4 = 1,015dн = 15 | ||||





4.20. Поверхность формованных изделий должна быть ровной и гладкой; допускаются незначительные следы от формующего и калибрующего инструмента. Не допускаются трещины, газовые поры и следы холодных спаев на формованной поверхности трубы (заготовки) и ее торце.